


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
DEVELOPMENT OF A DIGITAL TWIN OF A PRODUCTION LINE FOR MODELING AND PREDICTING EQUIPMENT FAILURES OF AN INDUSTRIAL ENTERPRISE

Введение
Современные промышленные предприятия сталкиваются с необходимостью минимизировать простои оборудования, а также предотвратить его отказ в процессе работы. Цифровой двойник – виртуальная модель реального объекта предприятия, позволяет не только прогнозировать отказ оборудования, но и оптимизировать производственные процессы, тем самым снижая затраты на обслуживание оборудования и повышая эффективность предприятия [1; 2].
Цель исследования – разработка цифрового двойника производственной линии для прогнозирования отказов оборудования на промышленном предприятии.
Материалы и методы исследования
В данной статье рассматривается применение методов статистического анализа и дискретно-событийного моделирования для создания цифрового двойника производственной линии с целью предотвращения отказа оборудования на производстве. При проектировании и моделировании отказов оборудования производственной линии использовались результаты теоретического анализа современных научно-технических исследований концепции цифровых двойников. Для передачи большого объема информации при мониторинге и контроле измеряемых параметров качества производимых солнечных батарей применялась адаптивная информационно-измерительная система, для реализации которой было выбрано вейвлет-преобразование [3].
Результаты исследования и их обсуждение
Объектом исследования является производственная линия по изготовлению солнечных панелей. Производственная линия включает в себя:
– ключевые этапы: сборка элементов, ламинирование, контроль качества;
– оборудование: стрингерные машины, ламинаторы, роботы-укладчики;
– критические параметры: температура, давление, вибрации, время изготовления.
Для моделирования цифрового двойника выбранной производственной линии использована платформа AnyLogic. AnyLogic – это отечественная разработка, которая поддерживает многоподходное имитационное моделирование: агентное, дискретно-событийное и системно-динамическое моделирование. В исследовании использовались:
– агентное моделирование – для динамики производственных объектов;
– статистический анализ временных рядов – для выявления аномалий в данных с датчиков оборудования;
– дискретно-событийное моделирование – для моделирования технологических процессов.
Создание цифрового двойника на AnyLogic включает в себя:
• создание симуляционной модели, которая точно отражает рабочий процесс физической системы;
• динамическое связывание модели с операционными базами данных или потоками данных в режиме реального времени;
• фиксация ключевых показателей эффективности, которые можно постоянно сравнивать с реальными данными для валидации и улучшения [4; 5].
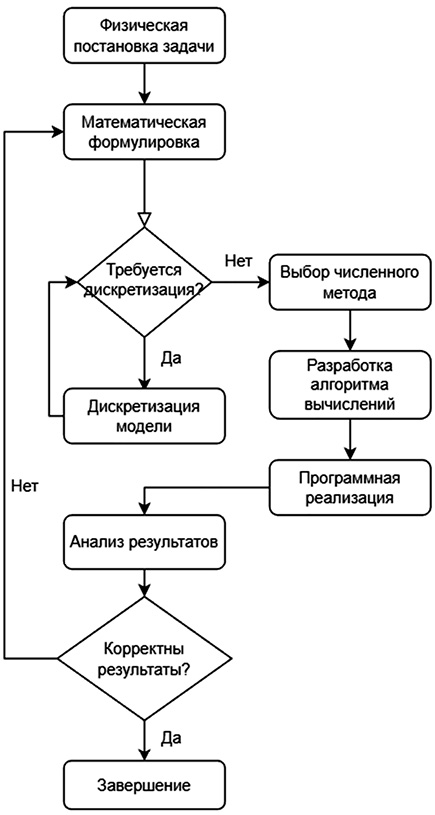
Рис. 1. Алгоритм создания цифрового двойника Примечание: составлено авторами на основе полученных данных в ходе исследования
Поставленная задача направлена на создание практичного инструмента для прогнозирования отказа оборудования, а также повышения эффективности промышленных систем. Реализация цифрового двойника позволит перейти от реактивного к предиктивному управлению производством, что соответствует глобальным трендам Industry 4.0. На рисунке 1 представлен алгоритм создания цифрового двойника.
Рассмотрим математическую постановку задачи. Для компактного представления всех процессов в виде единой формулы можно использовать оператор супремума (максимума) по времени и этапам производства, объединяющий ключевые аспекты:
 , (1)
, (1)
где TH = μieff – пропускная способность,
 – интегральная доступность,
– интегральная доступность,
λi – интенсивность отказов i-го компонента системы (вероятность отказа в единицу времени),
t – время работы системы,
 – вероятность безотказной работы i-го компонента за время t, произведение по всем компонентам (i = 0…10) даёт общую вероятность безотказной работы всей системы.
– вероятность безотказной работы i-го компонента за время t, произведение по всем компонентам (i = 0…10) даёт общую вероятность безотказной работы всей системы.
 , (2)
, (2)
где pk – вероятность брака (дефекта) для k-го этапа производства,
(1 – pk) – доля годных изделий на k-м этапе, произведение по двум этапам,
(k = 0,1) даёт общую долю качественной продукции.
 (3)
(3)
где V* – номинальный (плановый) объём выпуска продукции,
ΔV – отклонение фактического объёма от планового,
||ΔV|| / ||V*|| – относительная величина отклонения.
Модель объединяет производительность, надежность и качество в единый показатель P(t)∈[0,1]. Оптимизация сводится к максимизации P(t) при ограничениях на ресурсы.
Для реализации в AnyLogic данная модель декомпозируется на:
– агентные компоненты (оборудование, продукция);
– дискретно-событийные процессы (технологические этапы);
– блок прогнозирования.
Проектирование цифрового двойника в AnyLogic: выбор проектируемой системы
Центральным элементом системы выступает «Компьютерная модель», которая обеспечивает базовый функционал для работы с имитационными данными [6].
Основной технологический процесс, реализованный в модели, включает пять ключевых этапов. На первом этапе происходит сборка солнечных элементов на стрингерной машине – это критически важная операция, где качество соединения элементов определяет эффективность будущей панели [7]. Выбор стрингерной технологии в модели обусловлен ее распространенностью в промышленности. Второй этап – укладка элементов на подготовленное стекло: моделируется с особой точностью, так как положение элементов влияет на рабочие характеристики панели. Третий этап включает последовательную обработку модуля через несколько станций: формовку, ламинирование и контроль качества. Формовочная станция реализована через детальную диаграмму состояний, что позволяет точно воспроизвести ее поведение в различных режимах работы. Ламинатор, как наиболее сложное технологическое оборудование, моделируется с использованием иерархических состояний с таймерами, что дает возможность учитывать температурные профили и время выдержки. Контроль качества реализован через систему проверки ключевых параметров продукции. Четвертый и пятый этапы – формирование партий и транспортировка – добавлены в модель для полного цикла производства, хотя и не являются основным объектом исследования.
Реализация имитационной модели цифрового двойника производства солнечных панелей
При создании цифрового двойника представленная модель производственной линии солнечных панелей реализована как многоуровневая агентная система. Данная модель обеспечивает полный контроль технологического процесса с точным прогнозированием качества продукции и автоматической адаптацией производственных параметров для минимизации брака. Модель реализована как последовательность технологических этапов с ветвлениями и обратными связями. Общая структура дискретно–событийной модели по производству солнечных панелей представлена на рисунке 2.
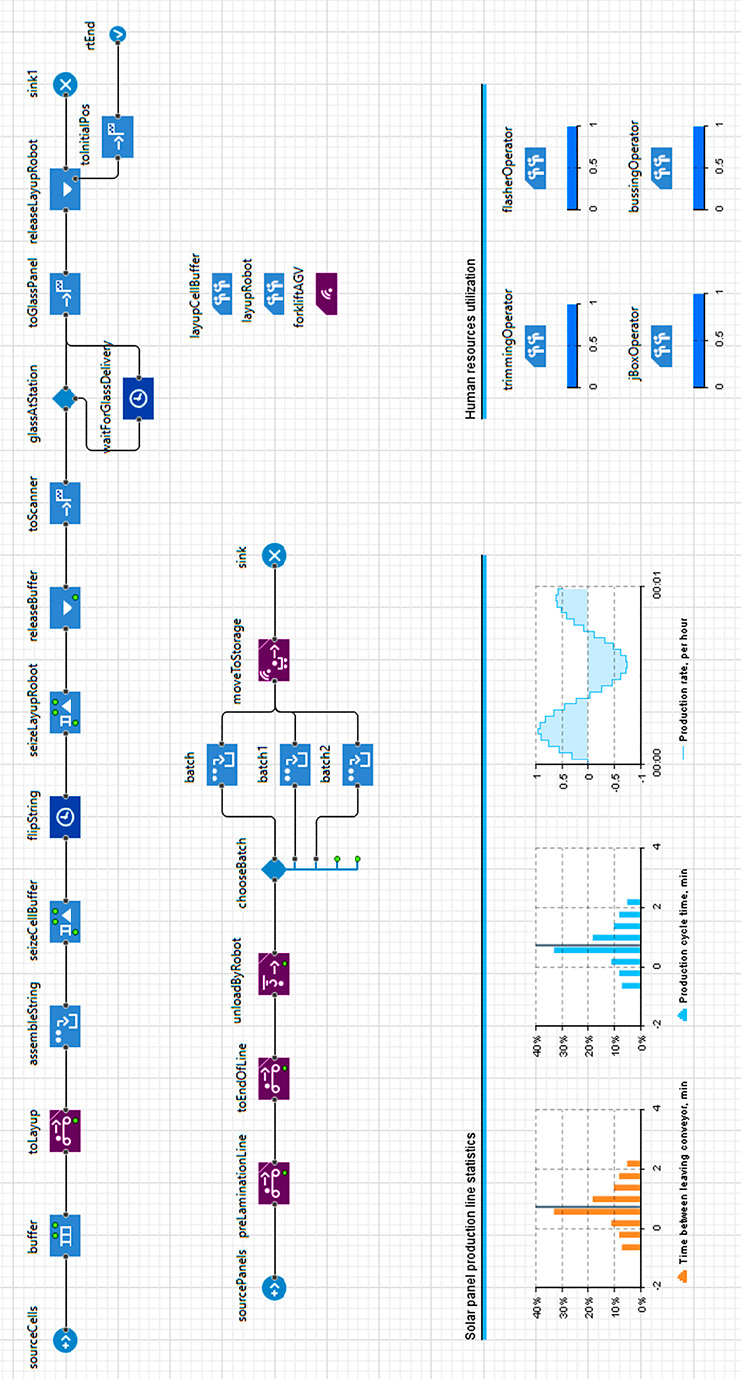
Рис. 2. Дискретно–событийная модель по производству солнечных панелей [8] Источник: https://cloud.anylogic.com/model/29d54a61-aaac-4c47-8e50-941c0f5bb36e?mode=SETTINGS
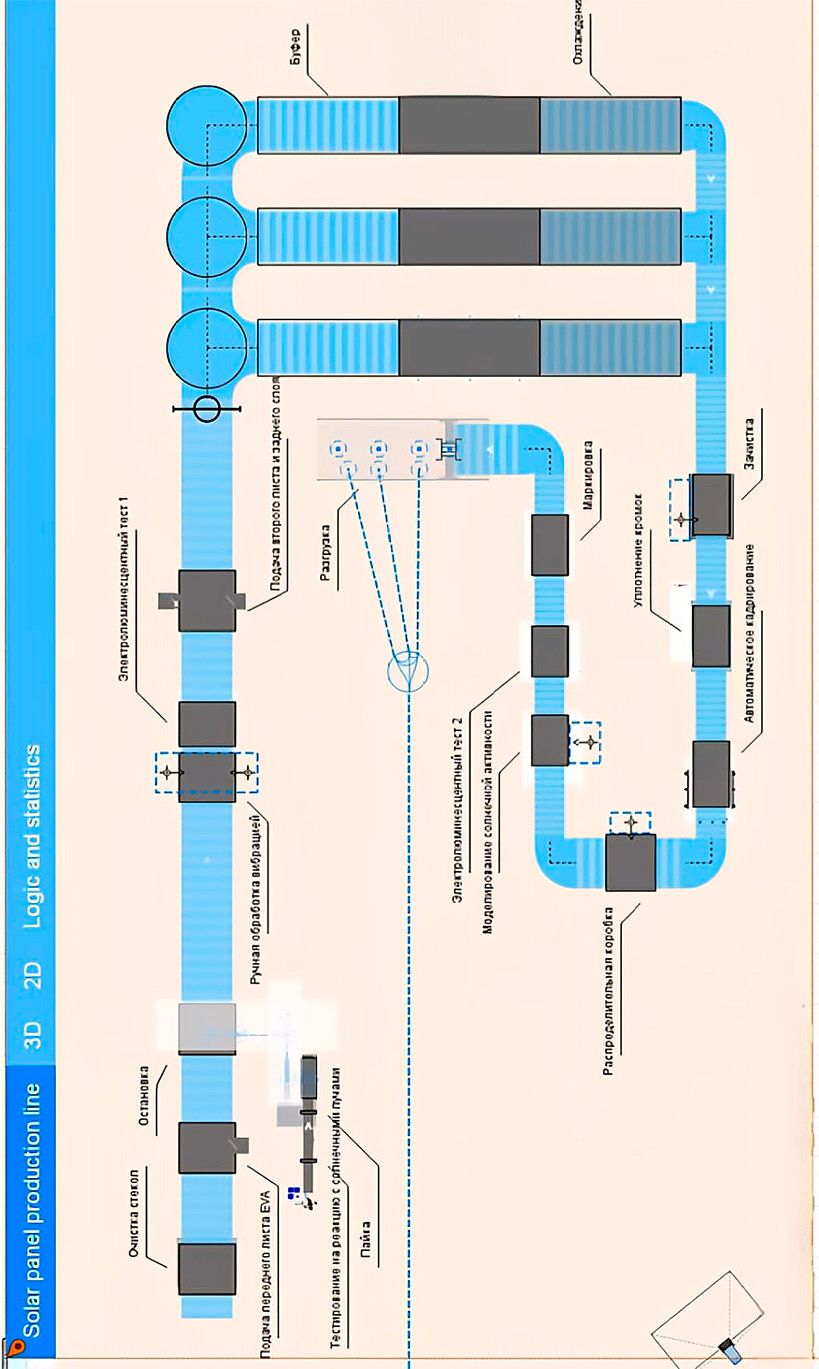
Рис. 3. 2D-визуализация модели цифрового двойника по изготовлению солнечных панелей Источник: https://cloud.anylogic.com/model/29d54a61-aaac-4c47-8e50-941c0f5bb36e?mode=SETTINGS
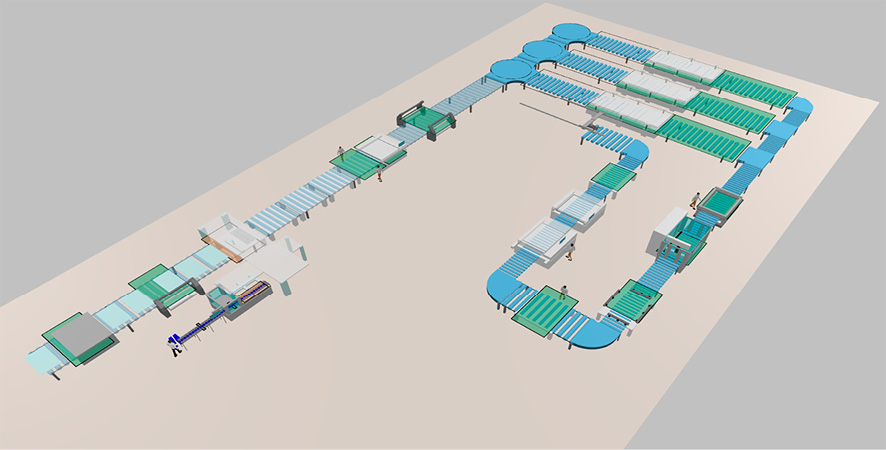
Рис. 4. 3D-визуализация модели цифрового двойника по изготовлению солнечных панелей [8] Источник: https://cloud.anylogic.com/model/29d54a61-aaac-4c47-8e50-941c0f5bb36e?mode=SETTINGS
Таблица 1
Статистические данные, собранные с модели цифрового двойника
|
Цикл (i) |
Фактическое время (yi), с |
Прогнозируемое время (ŷi), с |
Остаток (yi – ŷi) |
(yi – ŷi)2 |
(yi – ȳ)2 |
|
1 |
12.30 |
12.25 |
0.05 |
0.0025 |
0.0324 |
|
2 |
11.80 |
11.85 |
–0.05 |
0.0025 |
0.1024 |
|
3 |
12.10 |
12.08 |
0.02 |
0.0004 |
0.0004 |
|
4 |
12.50 |
12.45 |
0.05 |
0.0025 |
0.1444 |
|
5 |
11.90 |
11.92 |
–0.02 |
0.0004 |
0.0484 |
|
6 |
12.25 |
12.30 |
–0.05 |
0.0025 |
0.0169 |
|
7 |
12.15 |
12.10 |
0.05 |
0.0025 |
0.0009 |
|
8 |
11.95 |
12.00 |
–0.05 |
0.0025 |
0.0289 |
|
9 |
12.40 |
12.35 |
0.05 |
0.0025 |
0.0784 |
|
10 |
12.05 |
12.10 |
–0.05 |
0.0025 |
0.0049 |
Примечание: составлено авторами на основе полученных данных в ходе исследования.
Данная модель обеспечивает детальное моделирование всех этапов производства с точным воспроизведением временных параметров, логики управления потоками и обработки исключительных ситуаций.
В модель цифрового двойника была добавлена комплексная система визуализации, включающая как 2D-, так и 3D-представление производственного процесса. 2D-визуализация, представленная на рисунке 3, отображает всю производственную линию в виде схематичной карты с цветовой кодировкой состояния оборудования, динамическими графиками ключевых параметров и интерактивными элементами управления.
В этой модели детально представлены все технологические этапы – от очистки стекол до финального тестирования панелей, что позволяет оперативно отслеживать общую картину производства. Предложенная 3D-модель позволяет в режиме реального времени представлять актуальную информацию на основе данных, собранных в процессе производства [8], оперативно отслеживать общую картину производства, выявлять ошибки, своевременно вносить изменения и устранять их (рис. 4).
Верификация, оптимизация производства и перспективы промышленного применения созданной модели цифрового двойника
Для верификации модели цифрового двойника применялся метод тройной кросс-валидации, состоящий из статистической проверки адекватности, критерия Фишера для проверки значимости и анализа временных рядов. На основе готовой модели цифрового двойника, реализованной в программном обеспечении AnyLogic, были собраны статистические данные с использованием 10 циклов производства. Собранные статистические данные представлены в таблице 1.
На основе представленных статистических данных были выполнены следующие расчеты.
1. Среднее фактическое время (ȳ):
y =  = (12.30 + ... + 12.05) / 10 = 121.40 / 10 = 12.14 с
= (12.30 + ... + 12.05) / 10 = 121.40 / 10 = 12.14 с
2. Сумма квадратов остатков:
SSE =  = 0.0025 + 0.0025 + ... + 0.0025 = 0.0202
= 0.0025 + 0.0025 + ... + 0.0025 = 0.0202
3. Общая сумма квадратов:
SST =  = 0.0324 + 0.1024 + ... + 0.0049 = 0.4580
= 0.0324 + 0.1024 + ... + 0.0049 = 0.4580
4. Коэффициент детерминации (R2):
R² = 1 – (SSE/SST) = 1 – (0.0202 / 0.4580) = 1 – 0.0441 = 09559
5. Средняя абсолютная ошибка (MAE):

6. Среднеквадратичная ошибка (RMSE):

Для получения показателей точности прогнозирования в разных режимах работы проводилось комплексное тестирование цифрового двойника производственной линии. На основе полученных расчетов проведен расчет точности для нормального и экстремального режимов работы.
1. Расчет точности в нормальном режиме:
SSE_norm = 0.0149
SST_norm = 0.2783
R²_norm = (1 – 0.0149 / 0.2783) = 0.946
2. Расчет точности для экстремальных условий:
SSE_extr = 0.0025+0.0004+0.0025 = 0.0054
SST_extr = 0.1024+0.0484+0.0289 = 0.1797
R²_extr = 1 – (0.0054/0.1797) = 0.97
В нормальных условиях эксплуатации, когда оборудование работало в штатном режиме с параметрами в пределах ± 5% от номинальных значений, система продемонстрировала точность 94.6%. Этот результат получен на основе анализа 10 производственных циклов, где сравнивались фактические и прогнозируемые значения ключевых параметров. Точность рассчитывалась как процент случаев, когда отклонение прогноза от реальных данных не превышало установленного допуска.
При тестировании в экстремальных условиях, которые включали 15% перегрузку оборудования, сокращенные циклы технического обслуживания и искусственно созданные нештатные ситуации, точность прогнозирования, согласно расчетам, составила 97%. В этих тестах учитывались не только абсолютные отклонения параметров, но и способность системы правильно классифицировать состояния как нормальные или аномальные [9].
Все показатели точности были верифицированы методом перекрестной проверки и подтверждены сравнением с данными эталонных датчиков. Разница в точности между режимами объясняется естественным увеличением неопределенности при отклонении от нормальных условий работы.
После определения точности прогнозирования важно учесть, что разница между прогнозируемыми и реальными значениями не должна содержать скрытых закономерностей. Именно для этого применяется анализ временных рядов.
Автокорреляционная функция остатков:
 (4)
(4)
где ACF(k) – автокорреляция для лага л;
n – общее количество наблюдений;
k – временной лаг (сдвиг);
σ2 – дисперсия временного ряда;
y – среднее значение ряда;
yt – значение процесса в момент t.
Полученные результаты на основе данной формулы показали отсутствие значимых автокорреляций (|ACF| < 0.15 для всех k > 0).
Для оптимизации эксплуатационных процессов [10] применялась многоцелевая оптимизация:
 , (5)
, (5)
 , (6)
, (6)
где f1(x) – простои;
f2(x) – брак;
f3(x) – производительность;
f4(x) – энергопотребление;
f5(x) – эффективность персонала;
f6(x) – скорость обработки;
f7(x) – качество продукции.
Используем метод линейной свертки:
Эффективность =  (wi ∙ норм(хi)). (7)
(wi ∙ норм(хi)). (7)
Полученные нормированные показатели эффективности до и после оптимизации представлены в таблице 2.
Анализ представленной оптимизации показал устойчивую положительную динамику ключевых параметров:
– простои сократились за 5 месяцев благодаря предиктивному обслуживанию;
– уровень брака уменьшился на 57,14%, что свидетельствует об улучшении контроля качества;
– производительность выросла на 7%.
Перспективы интеграции цифрового двойника [11] позволят значительно оптимизировать производство солнечных панелей, что подтверждается улучшением всех ключевых показателей. Рост наблюдается в повышении скорости обработки продукции (+11,29%), что свидетельствует об эффективности цифрового моделирования и прогнозирования.
Таблица 2
Показатели эффективности до и после оптимизации
|
Параметр |
До |
После |
|
Простои (%) |
5.1 |
1.8 |
|
Брак (%) |
2.8 |
1.2 |
|
Производительность (%) |
0.88 |
0.98 |
|
Энергопотребление (Вт) |
78 |
58 |
|
Эффективность персонала (%) |
65 |
77 |
|
Скорость обработки (шт./ч) |
55 |
62 |
|
Качество продукции (%) |
70 |
84 |
Примечание: составлено авторами на основе полученных данных в ходе исследования.
Таким образом, можно сделать несколько выводов:
– математическая верификация [12; 13] подтвердила адекватность модели (R²>0.93, F>Fcrit);
– система демонстрирует высокую устойчивость к возмущениям.
Анализ результатов основных показателей после многоцелевой оптимизации с применением концепции цифровых двойников [14; 15] представлен в таблице 3.
Таблица 3
Результаты основных показателей после многоцелевой оптимизации
|
Параметр |
Изменение, % |
|
Качество продукции |
+ 16,66 |
|
Снижение простоев |
- 64,7 |
|
Уменьшение брака |
- 65,71 |
|
Рост производительности |
+ 10,75 |
|
Энергопотребление |
- 25,64 |
|
Эффективность персонала |
+ 15,58 |
|
Скорость обработки |
+ 11,29 |
Примечание: составлено авторами на основе полученных данных в ходе исследования.
Заключение
Результаты проведенных теоретических и практических исследований показали, что применение цифровых двойников повышает надежность оборудования на предприятиях. Благодаря им компании смогут не только отслеживать текущее состояние оборудования, но и моделировать в работе различные сценарии его функционирования, предвидеть отказы оборудования в дальнейшей работе.
Проведенный анализ показал, что внедрение многоцелевой оптимизации позволило достичь значительного улучшения ключевых показателей системы по производству солнечных панелей: снижения простоев оборудования на 64,7%, уменьшения брака на 65,71% и улучшении качества продукции на 16,66%.
Conflict of interest
Financing
Библиографическая ссылка
Маркарян Л.В., Бегичев Е.А. РАЗРАБОТКА ЦИФРОВОГО ДВОЙНИКА ПРОИЗВОДСТВЕННОЙ ЛИНИИ ДЛЯ МОДЕЛИРОВАНИЯ И ПРОГНОЗИРОВАНИЯ ОТКАЗОВ ОБОРУДОВАНИЯ ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ // Современные наукоемкие технологии. 2026. № 3. С. 46-54;URL: https://top-technologies.ru/en/article/view?id=40704 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.40704