


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
THE INFLUENCE OF LOW AMBIENT TEMPERATURES ON THE FORMATION OF THE SUPRAMOLECULAR STRUCTURE OF WELDED JOINTS IN POLYETHYLENE PIPE

Введение
Технология сварки закладным нагревателем (ЗН) с использованием соединительных деталей широко применяется при монтаже полиэтиленовых трубопроводов. Этот метод часто является единственным эффективным способом формирования сложных узлов и применяется в ремонтных и восстановительных работах. Суть сварки закладным нагревателем заключается в соединении полимерных труб посредством нагрева, который осуществляется путём подачи электрического напряжения через металлическую спираль внутри сварочной электромуфты. Согласно нормативным документам, электромуфтовую сварку допускается выполнять при температуре окружающей среды не ниже минус 10 °С или при использовании защитных укрытий [1; 2]. Установка защитных укрытий и достижение в стенках труб и сварной детали требуемых для проведения сварки температур занимает продолжительное время [3]. В зимний период остановка подачи газа потребителям может привести к серьезным последствиям. Поэтому в Институте проблем нефти и газа СО РАН были разработаны способы сварки, которые позволяют быстро проводить ремонтные работы на полимерных трубопроводах при низких температурах окружающей среды без необходимости установки защитных укрытий [4; 5]. В отличие от стандартного способа сварки, предлагаемые технологии содержат операции предварительного подогрева свариваемых деталей и замедление процесса охлаждения сварного шва. Параметры предварительного подогрева, такие как мощность закладного нагревателя, продолжительность подогрева и выравнивания температур, рассчитываются с использованием численных методов решения задач теплопроводности [6; 7]. Эти параметры выбираются на основе условия обеспечения подходящих температурных распределений в зонах сварного шва и его термического влияния, которые должны находиться в пределах, допустимых для сварки. Замедление скорости охлаждения достигается изменением мощности нагревателя по расчетной временной зависимости. Зависимая от времени функция мощности нагревателя обеспечивает изменение температурного поля в сварном соединении, как при стандартной сварке. Требуемая функция мощности определялась решением обратной задачи теплопроводности. Задавая температурные данные стандартной сварки в качестве дополнительной информации, обратная задача теплопроводности по определению мощности нагревателя решалась градиентным методом минимизации функционала, характеризующего меру отклонения расчетных и заданных температур [8; 9]. Рассчитанные параметры и функции управления охлаждением использовались для реализации режимов сварки изготовленным прототипом сварочного аппарата при температурах воздуха ниже минус 10 °С [10]. При проверке эффективности разработанных технологий сварки необходимо уделить внимание не только контролю качества полученных соединений разрушающими методами испытаний, но и исследованию надмолекулярной структуры сформированного материала сварных соединений. В связи с этим целью работы является установление влияния различных режимов сварки на структурообразование в материале сварных электромуфтовых соединений полиэтиленовых труб. Для достижения цели были поставлены следующие задачи:
• проведение сварочных работ полиэтиленовых труб при различных условиях и температурах окружающего воздуха;
• исследование надмолекулярной структуры материала полученных сварных соединений.
Научная новизна работы состоит в том, что впервые были выявлены размеры и количество надмолекулярных структур в материале сварных соединений, а также установлена зависимость этих параметров от режима сварки. Результаты работы могут быть использованы в разработке новых технологий сварки полимерных труб, в том числе при температурах окружающего воздуха ниже допустимых нормативными документами без строительства защитных укрытий.
Материалы и методы исследования
Для достижения поставленной цели были проведены сварочные работы полиэтиленовых труб марки ПЭ100 и диаметром Ø 110 при температурах ОВ около минус 40 °С в натурных условиях г. Якутска. За эталонные образцы сварных соединений брались соединения, изготовленные при комнатной температуре (23 °С). Сварка при минус 40 °С производилась двумя способами: по предложенной в ИПНГ СО РАН технологии изготовленным прототипом сварочного аппарата и технологией без предварительного подогрева стандартным оборудованием. Для упрощения изложения статьи предлагаются названия режимов сварки и их описание. Первый режим обозначим как «Прототип». При режиме «Прототип» сварка осуществлялась следующим образом: использовалась разработанная установка для сварки, с помощью которой при низких температурах ОВ (минус 40 °С) производились предварительный подогрев, свободное охлаждение для стабилизации температур, сварка и управление скоростью охлаждения сварного соединения. Второй режим обозначим как «Стандарт». При режиме «Стандарт» сварка производилась на стандартном сварочном аппарате при температуре ОВ 23 °С с соблюдением всех требований. В данном режиме использовался сварочный аппарат HURNER HCU 300 (Германия). Третий режим обозначим как «Нарушение», т.к. при этом режиме сварка производилась при низких температурах (минус 40 °С) по режиму стандартной сварки. При этом режиме также использовался сварочный аппарат HURNER HCU 300. В современных сварочных аппаратах имеются температурные датчики, которые фиксируют температуру ОВ. При понижении допустимой температуры сварочный аппарат настроен на отключение. Для того чтобы произвести сварку при температуре ОВ минус 40 °С, для датчика температуры принудительно обеспечивалось требуемое допустимое значение (от минус 10 °С до минус 40 °С).
Процедуры подготовки и сборки свариваемых деталей проводились согласно действующим нормативным документам. После сварки соединения выдерживались 24 часа на месте проведения сварки.
Исследование надмолекулярной структуры. Одним из ключевых этапов оценивания качества сварных соединений полиэтиленовых труб является изучение надмолекулярной структуры его сформированного материала. Процесс формирования надмолекулярной структуры и размер образований в зоне сварки напрямую влияют на механическую прочность сварного шва. Надмолекулярная структура материала сварных соединений исследовалась с помощью растрового электронного микроскопа JEOL JSM-7800F (Япония).
Для начала исследований образцы сварных соединений подвергались шлифовке с помощью абразивных брусков разной зернистости по классификации JIS, варьирующей от 1000 до 8000. Для предотвращения перегрева исследуемых образцов шлифовка проводилась в емкости с водой. После шлифовки поверхности образцов обрабатывались травлением с использованием паров кипящего толуола в течение 3 минут [11]. Пары кипящего толуола способствуют быстрому растворению межсферолитных областей в полимере. За счет этого на исследуемой поверхности образцов границы кристаллических образований визуализируются четче [12]. Для исследований были выбраны 3 участка, расположенных в зоне термического влияния (ЗТВ) со стороны электромуфты (рис. 1). Сканирование исследуемых поверхностей образцов проводилось при увеличении ×1000.
Результаты исследования и их обсуждение
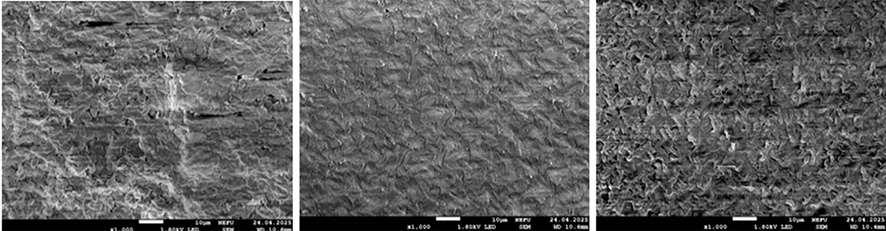
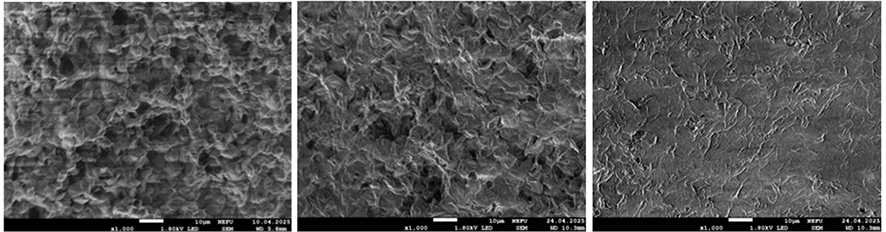
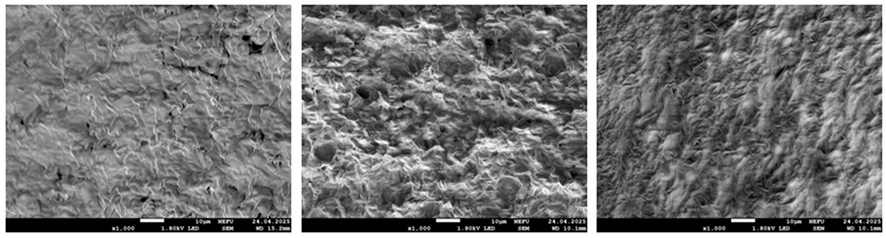
Во время анализа снимков структуры акцентировалось внимание на размеры надмолекулярных образований, которые были распознаны как сферолиты [13]. Были выделены наиболее типичные участки и получено примерное распределение количества сферолитов по их различным размерам (рис. 2-4).
На рис. 5 приведено распределение размеров надмолекулярных образований на исследованных участках 1-3 относительно режимов сварки, в процентах. Несмотря на предварительный подогрев и управление скоростью охлаждения при режиме «Прототип», на сварной шов продолжает воздействовать низкая температура. Об этом свидетельствует наличие большего количества мелкокристаллической структуры, чем при стандартной сварке. Из графиков следует, что при режиме «Прототип» размеры сферолитов близки к размерам режима «Стандарт». На изображениях видно, что в случае режима «Нарушение» распределение размеров сферолитов значительно отличается от остальных образцов.

Рис. 1. Схема расположения исследуемых участков в сварном соединении Примечание: изображение получено авторами в рамках выполнения данного исследования
а) б) в)
Рис. 2. Изображение структуры материала сварного соединения, произведенного при температуре –40 °С в режиме «Прототип» на исследуемых участках, ×1000: а) 1-й участок; б) 2-й участок; в) 3-й участок Примечание: изображения получены авторами в рамках выполнения исследования
а) б) в)
Рис. 3. Изображение структуры материала сварного соединения, произведенного при температуре +23 °С в режиме «Стандарт» на исследуемых участках, ×1000: а) 1-й участок; б) 2-й участок; в) 3-й участок Примечание: изображения получены авторами в рамках выполнения исследования
а) б) в)
Рис. 4. Надмолекулярная структура материала сварного соединения, произведенного при температуре Тов = –40 °С в режиме «Нарушение», ×1000: а) 1-й участок; б) 2-й участок; в) 3-й участок Примечание: изображения получены авторами в рамках выполнения исследования
Таблица демонстрирует распределение надмолекулярных образований различного размера в областях 1–3 образцов сварных соединений. Интерпретация полученных экспериментальных результатов показывает, что в режиме «Нарушение», за счет ускоренного охлаждения, доля мелкокристаллической структуры достигает практически половины суммарного количества сформировавшихся образований. Сравнительный анализ образцов режимов «Прототип» и «Стандарт» выявил преобладание доли средне- и крупноразмерных сферолитов.
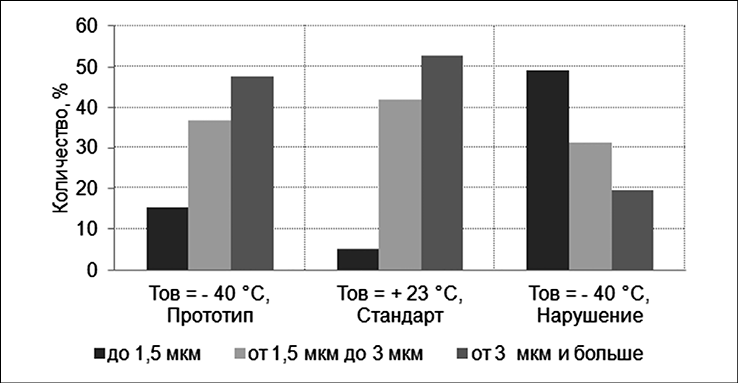
Рис. 5. Доля надмолекулярных образований в материале сварных соединений в процентном выражении Примечание: составлено авторами в рамках выполнения исследования
Распределение количества надмолекулярных образований в исследуемых участках по их размерам в зависимости от режима сварки
|
Исследуемый участок |
Тов= –40 °С, «Прототип» |
Тов= +23 °С, «Стандарт» |
Тов = –40 °С, «Нарушение» |
|
Размеры образований до 1,5 мкм |
|||
|
1 |
20,8 |
3,0 |
56,8 |
|
2 |
21,7 |
8,5 |
40,0 |
|
3 |
4,4 |
4,1 |
52,5 |
|
Размеры образований от 1,5 до 3 мкм |
|||
|
1 |
40,3 |
43,0 |
30,5 |
|
2 |
43,5 |
41,9 |
33,6 |
|
3 |
27,5 |
41,2 |
29,5 |
|
Размеры образований от 3 мкм и больше |
|||
|
1 |
39,0 |
54,0 |
12,6 |
|
2 |
34,8 |
49,6 |
26,4 |
|
3 |
68,1 |
54,7 |
18,0 |
Примечание: данные приведены в процентном соотношении. Таблица составлена авторами по результатам данного исследования.
При режиме «Прототип» при температуре минус 40 °C, за счет снижения скорости охлаждения сварного шва, структура участка 3 характеризуется снижением доли сферолитов меньшего размера и соответствующим увеличением крупнокристаллических образований до величины порядка 70% от совокупного объема микроструктурных элементов исследуемого образца. В то же время в сварных соединениях по режимам «Прототип» и «Стандарт» количество мелких сферолитов становится сопоставимым. В целом полученные данные по размерам сферолитов хорошо согласуются с утверждениями в работах ряда авторов [14; 15].
Заключение
Получены размеры и примерное количество надмолекулярных образований в материале в конкретных областях сварных соединений полиэтиленовых труб. Показано, что изменение условий сварки имеет решающее значение при формировании структуры материала. Так, при высокой скорости остывания в материале сварного соединения формируется значительное количество мелких сферолитов размерами до 1 мкм. При сварке в условиях естественно низких температур необходимо замедлить темп остывания, например подачей определенного напряжения через закладной нагреватель электромуфты. Исследованиями структуры материала показано, что предложенный режим сварки, разработанный для использования при низких температурах окружающего воздуха, устанавливает термический цикл в сварном соединении, как при стандартной сварке при комнатной температуре. Таким образом, при установлении температурного поля в сварном соединении при низких температурах путем подогрева и управляемого охлаждения, как при допустимых температурах (в данном случае при 23 °С), формируется практически идентичная надмолекулярная структура в материале полиэтилена сварного шва.
Conflict of interest
Financing
Библиографическая ссылка
Данзанова Е.В., Куркина И.И. ВЛИЯНИЕ НИЗКИХ ТЕМПЕРАТУР ОКРУЖАЮЩЕГО ВОЗДУХА НА ФОРМИРОВАНИЕ НАДМОЛЕКУЛЯРНОЙ СТРУКТУРЫ МАТЕРИАЛА СВАРНЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ТРУБ // Современные наукоемкие технологии. 2026. № 2. С. 23-28;URL: https://top-technologies.ru/en/article/view?id=40666 (дата обращения: 29.07.2026).
DOI: https://doi.org/10.17513/snt.40666