


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
STUDY OF TECHNOLOGICAL CHARACTERISTICS OF THE SUBSTRUCTED-ARC WELDING PROCESS USING TIME SERIES PARAMETERIZATION METHODS

Введение
Одна из основных тенденций современного сварочного производства – повсеместный переход на цифровые программируемые системы питания сварочной дуги, которые являются необходимым элементом будущего интеллектуального производства сложнотехнической продукции в атомной энергетике [1-3]. В работе проведено исследование временных рядов (ВР) наблюдаемых параметров сварки (ток, напряжение), зарегистрированных в реальном времени автономной мониторинговой системой, применительно к автоматической сварке под флюсом (АСФ). Результаты анализа ВР применяются для назначения, корректировки, выявления нарушений технологических режимов сварки и диагностирования состояния дорогостоящего оборудования, особенно цифрового [4].
Цель исследования – оценка устойчивости системы питания сварочной дуги под флюсом с микропроцессорным источником ИОН 48-900 путем параметризации ВР по току и напряжению.
Материалы и методы исследования
Объект исследования – система питания сварочной дуги под флюсом, основным элементом которой является программируемый инверторный источник питания ИОН 48 – 900 фирмы «Донавтоматика». По схемному решению источник питания (ИП) является электрическим преобразователем и обеспечивает преобразование трехфазного переменного тока питающей сети в постоянный выходной выпрямленный ток с программируемыми параметрами режима АСФ. Как универсальный источник постоянного напряжения или тока ИОН 48-900 предназначен для работы в следующих режимах АСФ:
– конвенциальный (традиционные уставки по току и напряжению сварки);
– модулированный (знакоположительный импульсный или пульсирующей дугой);
– программируемый (задаваемые программно режимы по току и напряжению) [5].
Одной из основных характеристик сварочного источника питания для АСФ является его внешняя (выходная) статическая вольт-амперная характеристика (ВАХ) – функциональная зависимость, связывающая напряжение на выходных клеммах ИП с током нагрузки. Статическую ВАХ источника ИОН 48-900 для конвенциального режима получали путем непрерывных измерений представления в виде временных рядов выходных значений напряжения и тока на активной меняющейся резистивной нагрузке от максимального значения, соответствующего напряжению холостого хода Uхх, до нулевого – току короткого замыкания Iкз. В качестве нагрузочного элемента применялся электронно управляемый охлаждаемый балластный реостат регистратора сварочных процессов «ИНЭМ-ЭКСПЕРТ» разработки ООО «Электронмаш – Систем» [6]. Отличительная особенность регистратора – это точное и ускоренное по быстродействию (примерно в 10 раз) построение как одиночных, так и в целом семейства выходных ВАХ по сравнению с традиционными переключаемыми в ручном режиме балластными реостатами типа РБ – 302 и РБ – 306У2. Примеры практического применения регистратора и более подробное описание методики измерений статической ВАХ приведено в работе [7].
С целью исследования технологических характеристик АСФ выполнялись опытные наплавки на пластину толщиной 16 мм из стали 09Г2С в следующем конвенциальном режиме: ток постоянный обратной полярности, скорость подачи сварочной проволоки Vпп = 110 см/мин., что соответствовало заданию (уставке) тока дуги Iд = 460 А, уставка на режим нагрузки по напряжению сварки (на выходе ИП) Uc = 36 В. Сварочные материалы: электродная проволока Св – 09ХГНМТА-ВИ диаметром Øэ = 4 мм, керамический флюс ФЦК – 16. Сварка АСФ проводилась на постоянной скорости подачи сварочной проволоки, что предполагает [8] использование системы АРДС – автоматического регулирования дуги саморегулированием. Запись временных рядов мгновенных значений АСФ на опытной пробе выполняли на том же автономном регистраторе на базе аналого-цифрового преобразователя (АЦП) NI 9229, что и при определении статической ВАХ. У дельта-сигма АЦП с разрядностью 24 бит есть четыре канала ввода данных на один общий таймер и параллельный режим их дискретизации, что обеспечивает вполне приемлемую точность и производительность – от 1,6 до 50 тысяч выборок (отсчетов) в секунду. Блок-схема процесса измерения и анализа данных представлена на рис. 1.
Параметризацию временных рядов по току и напряжению выполняли в дескриптивной (описательной) постановке задачи Data Mining [9]. В рамках сравнительного анализа массивов данных применялись методики классификации, кластеризации, поиск ассоциативных правил (взаимосвязи в выборках, закономерности, аномалии, паттерны), а также выявление отклонений, no value (нет значений), выбросов.
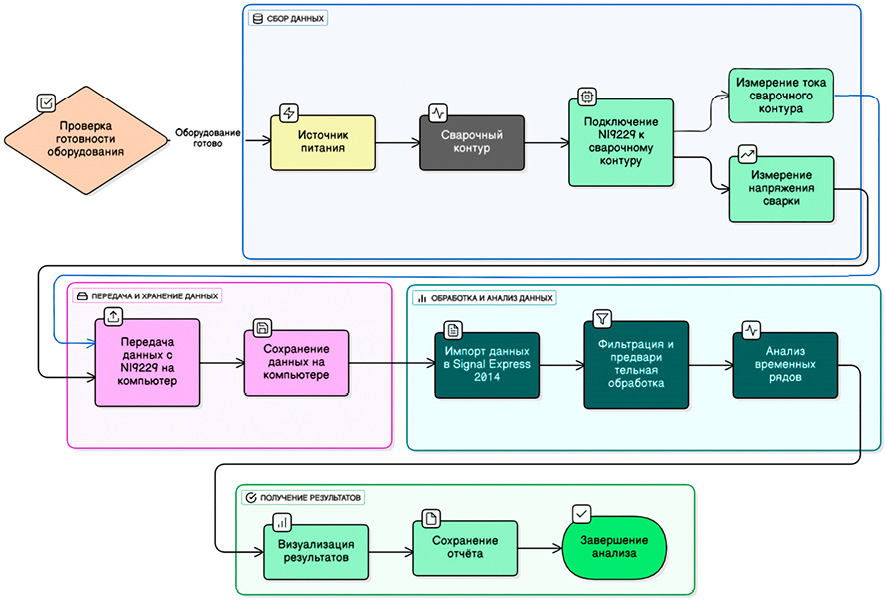
Рис. 1. Блок-схема процесса измерения и анализа данных Источник: составлено авторами
Количественная оценка данных выполнялась с помощью системы показателей дескриптивной статистики:
- положение данных на числовой оси – минимум/максимум, выборочные средние, медиана, квартили, квантили;
- степень разброса данных относительно своего центра – среднеквадратическое отклонение, выборочные дисперсия, размах выборки, коэффициент вариации, стандартное отклонение;
- формы распределения – выборочные коэффициент асимметрии, коэффициент эксцесса, положение выборочной медианы относительно выборочного среднего и др.
VBS – cкрипты для определения статистических параметров временных рядов по току и напряжению:
'-- VBS script file
'-- Created on 11/06/2025 19:11:28
'-- Author: NI 9229
'-- Comment: Time Series Descriptor Statistics
'-------------------------------------------------------------------------------
Option Explicit 'Forces the explicit declaration of all the variables in a script.
Call ChnStatisticsChannelCalc(“[14]/FilteredSignal I”,60620408,0,0,0,0,0,”NameName”)
'StatsSelection = eStatsRange + eStatsStandardDeviation + eStatsVariance + eStatsVariationCoefficient + eStatsThreeSigma + eStatsSixSigma + eStatsAverageAbsoluteDeviationFromMean + eStatsAverageAbsoluteDeviationFromMedian + eStatsSkewness + eStatsExcessKurtosis
StatsSelection = 60620408
StatsUsePopulationFormula = False
'------------ Result Storage ------------
StatsResultChn = False
StatsResultChnNames = False
StatsResultChnNameFormat = „NameName“
'------------ Command -------------------
'Set ChnResult = ChnStatisticsChannelCalc(“[14]/FilteredSignal I”, 60620408, , , 0, 0, 0, “NameName”)
ChnStatisticsChannelCalc (11/06/2025 19:12:10)
Input parameters
StatsSelection 60620408
StatsUsePopulationFormula No
StatsResultChn No
StatsResultChnNames No
StatsResultChnNameFormat NameName
Function result
Channel : [14]/FilteredSignal I
--- Extreme values ---
Minimum value: -0.700190
Maximum value: 463.435891
--- Mean values ---
Arithmetic mean: 334.451901
Root mean square: 355.503182
--- Quantiles ---
0.25 quantile (lower quartile): 259.245433
0.50 quantile (median): 369.210867
0.75 quantile (upper quartile): 445.256524
--- Dispersion dimensions ---
Range: 464.136081
Six sigma: 723.105287
Standard deviation: 120.517548
Three sigma: 361.452643
Variance: 14524.479325
Variation coefficient: 0.360343
--- Average absolute deviation ---
From mean: 99.331216
From median: 95.488343
--- Form dimensions ---
Skewness: -0.950620
Excess: -0.045218
Calculated the characteristic statistical values.
'-- VBS script file
'-- Created on 11/06/2025 19:31:55
'-- Author: NI 9229
'-- Comment: Time Series Descriptor Statistics
'-------------------------------------------------------------------------------
Option Explicit 'Forces the explicit declaration of all the variables in a script.
Call ChnStatisticsChannelCalc(“[14]/FilteredSignal U”,60620408,0,0,0,0,0,”NameName”)
'StatsSelection = eStatsRange + eStatsStandardDeviation + eStatsVariance + eStatsVariationCoefficient + eStatsThreeSigma + eStatsSixSigma + eStatsAverageAbsoluteDeviationFromMean + eStatsAverageAbsoluteDeviationFromMedian + eStatsSkewness + eStatsExcessKurtosis
StatsSelection = 60620408
StatsUsePopulationFormula = False
'------------ Result Storage ------------
StatsResultChn = False
StatsResultChnNames = False
StatsResultChnNameFormat = „NameName“
'------------ Command -------------------
'Set ChnResult = ChnStatisticsChannelCalc(“[14]/FilteredSignal U”, 60620408, , , 0, 0, 0, “NameName”)
ChnStatisticsChannelCalc (11/06/2025 19:36:13)
Input parameters
StatsSelection 60620408
StatsUsePopulationFormula No
StatsResultChn No
StatsResultChnNames No
StatsResultChnNameFormat NameName
Function result
Channel : [14]/FilteredSignal U
--- Extreme values ---
Minimum value: 15. 814608
Maximum value: 57.146584
--- Mean values ---
Arithmetic mean: 35.181464
Root mean square: 35.282470
--- Quantiles ---
0.25 quantile (lower quartile): 34.484366
0.50 quantile (median): 35.453192
0.75 quantile (upper quartile): 36.015105
--- Dispersion dimensions ---
Range: 41.264724
Six sigma: 15.947008
Standard deviation: 2.667835
Three sigma: 7.973504
Variance: 7.057342
Variation coefficient: 0.075831
--- Average absolute deviation ---
From mean: 1.460028
From median: 1.431904
--- Form dimensions ---
Skewness: 2.188425
Excess: 20.210614
Calculated the characteristic statistical values.
Сварочные сигналы и осциллограммы сильно зашумлены. Перед проведением анализа временные ряды в обязательном порядке необходимо подвергать предобработке:
- фильтрация или сглаживание – отсечение/выделение определенного диапазона частот или применение оконных усреднений выборки;
- сэмплирование или ресэмплирование – формирование или прореживание объема выборки;
- отсечение данных входа и выхода в сварку/из сварки.
Например, ресэмплирование применялось к данным, отфильтрованным фильтром низких частот (ФНЧ) с бесконечной импульсной характеристикой (БИХ), по частоте отсечки верхней границы спектра 100 Гц. Максимальная частота дискретизации (fд) NI 9229, равная 25 кГц, в данном случае является избыточной и может быть снижена в десятки раз без потери значимой информации.
Алгоритм ресэмплирования, выполняемый для повторяемости в программном режиме, технически сводится к:
- нормализации спектра на весь диапазон частот на интервал [0,1], единице соответствует fд = 25 кГц;
- выбору и заданию новой частоты дискретизации по частоте Найквиста fн = 100 Гц с запасом, но не ниже fд = 200 Гц по теореме Котельникова – Найквиста – Шеннона;
- включению сглаживающего (anti – aliasing) фильтра с БИХ второго порядка с коррекцией начального смещения данных по времени;
- вычислению передискретизированных значений исходного временного ряда по алгоритму Akima субсплайновой интерполяции на основе кубических многочленов;
- записи повторной выборки (передискретизированных) данных в файл.
Результаты исследования и их обсуждение
Cварочные системы питания дуг требуют определения следующих свойств [10]:
1) статические характеристики ИП
- внешняя статическая ВАХ;
- пределы регулирования тока и напряжения;
- напряжение холостого хода, ток короткого замыкания;
- реакция на сетевые пульсации тока и напряжения;
2) технологические характеристики сварочного контура
- стабильность переноса и формирования шва;
- стабильность возбуждения и устойчивость горения дуги;
Результаты измерений внешней ВАХ ИП ИОН 48 – 900 представлены на рис. 2.
Внешняя ВАХ микропроцессорного ИП является комбинированной и состоит из следующих участков: холостого хода и подпитки поз. 1 для работы ИП на малых токах, жесткого поз. 2, обеспечивающего стабилизацию напряжения, который через небольшой переходный линейный поз. 3 соединяется со штыковым поз. 4, позволяющим работать ИП в режиме генератора тока. Фактически внешняя ВАХ после участка 1 по форме является прямоугольной, что обеспечивает универсальность ИП. Напряжение холостого хода (Uхх) ИП составляет 62,5 В, ток короткого замыкания равен максимальному току нагрузки, что способствует устойчивости АСФ. Аналогичные характеристики ВАХ получены и для других конвенциальных режимов нагружения источника активной нагрузкой [5, c. 84].
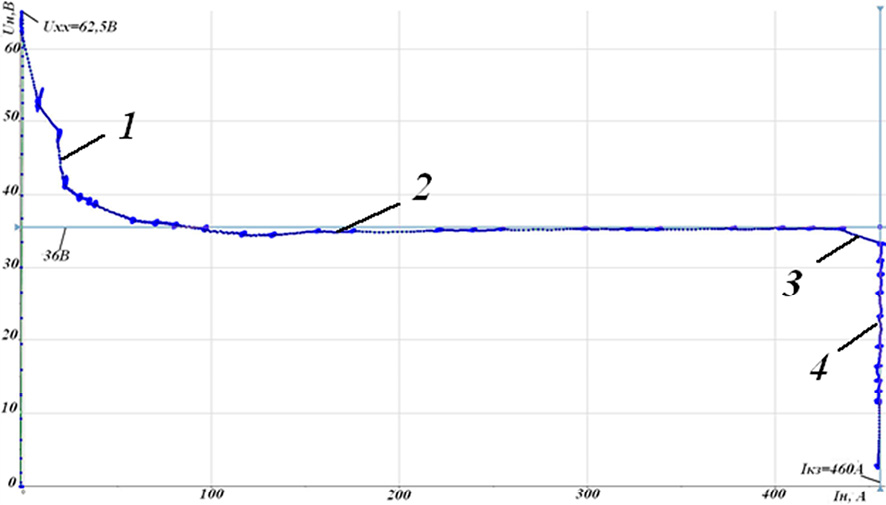
Рис. 2. Внешняя ВАХ источника питания, режим конвенциальный Uн = 36В, Iн = 0 – 460А; Uхх – напряжение холостого хода, Iкз – ток короткого замыкания; 1 – участок подпитки; 2 – участок жесткой ВАХ; 3, 4 – переходный и штыковой участки Источник: составлено авторами
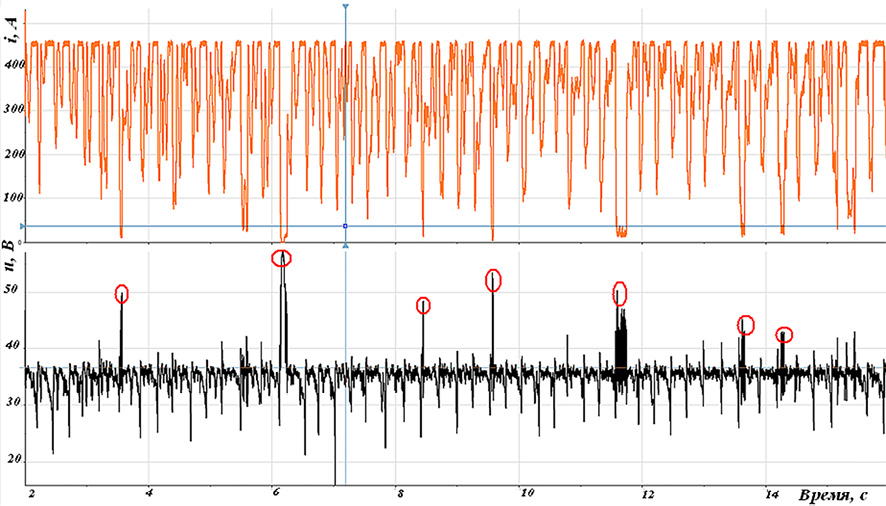
Рис. 3. Временные ряды мгновенных значений тока (i) и напряжения (u); конвенциальная АСФ, уставки по максимальному току дуги I = 460А, напряжение сварки U = 36В; О – кратковременные разрывы сварочной дуги Источник: составлено авторами
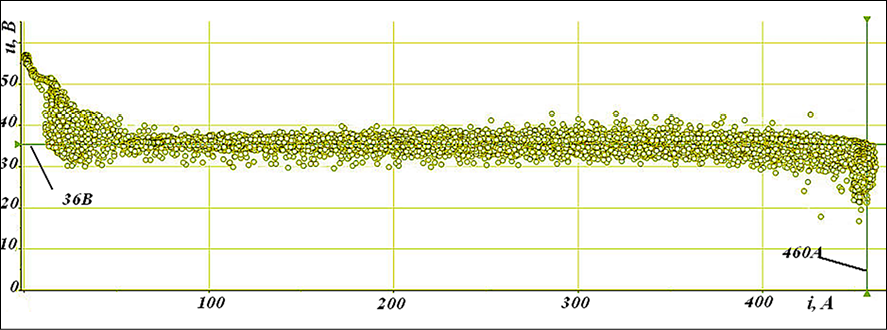
Рис. 4. Диаграмма рассеяния исследуемых временных рядов по мгновенным значениям тока (i) и напряжения (u) Источник: составлено авторами
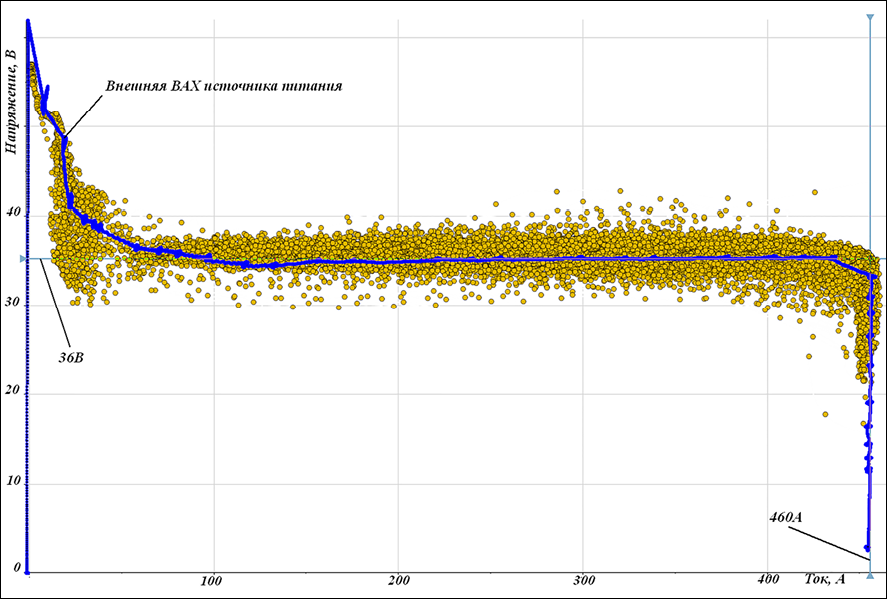
Рис. 5. Совмещенная синхронная диаграмма рассеяния исследуемых временных рядов и внешняя ВАХ ИП, режим конвенциальный Источник: составлено авторами
Установлено, что семейство настраиваемых ВАХ находится в заявленном паспортными данными диапазоне регулирования по напряжению сварки 20,5–48 В, а активная мощность, снимаемая с выходных клемм ИП составляет 30…33 кВт [7].
На следующем этапе выполнялась конвенциальная АСФ на тех же уставках по току и напряжению, на которых определялась статическая ВАХ ИП (рис. 2). Результаты синхронной регистрации временных рядов мгновенных значений тока сварки и напряжения на выходных клеммах ИП после применения ФНЧ Баттерворта первого порядка с БИХ на частоту среза 100 Гц показаны на рис. 3. Кратковременные разрывы сварочной дуги были оперативно отработаны системой управления ИП.
Описательная статистика исследуемых реализаций
|
Статистические характеристики выборки |
Ток, i, А |
Напряжение, u, В |
|
Значения min/max |
-0,7/473,4 |
15,81/57,15 |
|
Среднее арифметическое (mean) |
334,5 |
35,2 |
|
Действующее значение (RMS) |
355,5 |
35,3 |
|
0,25 квантиля (нижний квартиль (LQ) |
259,2 |
34,5 |
|
0,50 квантиля (медиана) |
369,2 |
35,4 |
|
0,75 квантиля (верхний квартиль (UQ) |
445,2 |
36,0 |
|
Интерквартильный размах (IQR) |
186,0 |
1,5 |
|
Среднее абсолютное отклонение от среднеарифметического |
99,3 |
1,46 |
|
Среднее абсолютное отклонение от медианы |
95,4 |
1,43 |
|
Размах выборки (range) |
474,1 |
41,3 |
|
Среднеквадратичное отклонение (standard deviation) |
120,5 |
2,66 |
|
Дисперсия (variance) / коэффициент вариации (variation) |
1,45Е+04/0,36 |
7,06/0,075 |
|
Коэффициент асимметрии / коэффициент эксцесса (excess) |
-0,95/-0,042 |
2,19/20,21 |
|
Тройное стандартное отклонение (3 сигма) |
361,4 |
7,97 |
|
Шестикратное стандартное отклонение (6 сигма) |
722,9 |
15,94 |
Источник: составлено авторами.
Для визуализации взаимосвязи между током и напряжением в процессе сварки была построена диаграмма рассеяния (scatter plot), на которой есть обособленные области (кластеры), соответствующие различным состояниям случайного процесса АСФ (рис. 4).
Для понимания диаграммы рассеяния совместим и синхронизируем данные рис. 2, 4. Из рис. 5 очевидно, что корреляционное поле рассеяний реализации процесса АСФ в виде временных рядов тока и напряжения сгруппировано на внешней ВАХ ИП.
При этом точки рассеяния располагаются по обе стороны неслучайной функции внешней ВАХ ИП, т.е. представляют собой как положительные, так и отрицательные отклонения процесса сварки от заданной микропроцессором ИП характеристики. Следовательно, мы имеем дело с центрированным случайным процессом (ЦСП), а поскольку каждый участок заданной ВАХ (рис. 2) можно выразить аналитически, то в целом вся комбинированная внешняя характеристика ИП является детерминированной функцией. Как известно [11], в ЦСП математическое ожидание детерминированной функции (неслучайной функции) равно самой этой функции. Это следует из определения математического ожидания случайного процесса: оно представляет собой неслучайную «среднюю функцию», вокруг которой группируются реализации процесса [12]. Отсюда следует, что внешняя ВАХ ИП является функциональным математическим ожиданием для конвенциального режима АСФ. Так как в ВАХ есть участки (рис. 2) с постоянными заданными значениями по напряжению (жесткий) и току (штыковой), то для них применима дескрипторная (описательная) статистика, как для обычных случайных величин.
Описательная статистика по временным рядам мгновенных значений по току (i) и напряжению (u) дана в таблице. Мощность выборки 350 000 отсчетов за 12 секунд.
Из показателей положения данных на числовой оси определяли минимум/максимум, выборочное среднеарифметическое, квартили (медиана), квантили. Mинимаксные значения находятся в допустимых пределах, выборочное среднеарифметическое по току на 13% процентов ниже уставки, а напряжения – на 3% ниже уставки. Это связано с изменениями тока дуги в процессе каплепереноса при плавлении электродной проволоки и низкой добротностью контура саморегулирования при АРДС. Ниже первого квартиля расположено 25% всех данных. Квартили делят вариационный ряд на четыре равные части. Между первым (LQ) и вторым квартилем также расположено 25% данных. Второй квартиль совпадает с медианой, медианы соответствующих вариационных рядов равны 369,2 А и 35,4 В. Разность между третьим (UQ) и первым (LQ) квартилями образует интерквартильный размах (IQR). По параметрам этой группы определяются выбросы – аномальные или экстремальные значения в выборках данных.
Разведочный анализ на выбросы проводился методом пятичисловой параметризации одномерных выборок по мгновенным току (i) и напряжению (u). К параметрам относятся медиана, нижний (LQ) и верхний (UQ) квартили, экстремумы iL и iU (по току) и uL и uU (по напряжению). Экстремумы определялись по стандартным зависимостям, после подстановки данных из таблицы:
iL = max{i (1) , LQ − 3/2·(IQR)} = -19,8 А,
iU = min{i (n) , UQ +3/2·(IQR)} =724,2А
uL = max{i (1) , LQ − 3/2·(IQR)} = 31,75 В,
uU = min{i (n) , UQ +3/2·(IQR)} = 38,2 В
Данные, выходящие за пределы экстремумов, считаются выбросами. Учитывая минимаксные значения, приведенные в таблице, в токовой выборке выбросов нет, а по напряжению есть – в интервалах 38,2 … 57,15 В и 31,75…15,81 В.
Отбраковка выбросов выполняется по диаграмме рассеяния. Критерием отбраковки выбросов является их значительное отклонение от статической выходной ВАХ ИП, которую можно считать в данном случае общим паттерном диаграммы (рис. 5). Выбросы по напряжению 38,2…57,15 В отбраковке не подлежат, поскольку расположены в пределах управляемого сварочного ЦСП и связаны с отработкой системой управления ИП малых и средних возмущений, кратковременных разрывов сварочной дуги (рис. 3). Точки рассеяния по напряжению образуют устойчивый кластер на ВАХ ИП в интервале отклонений по току до уровня 50…15 А (рис. 4, 5), т.е. являются неотъемлемой частью ЦСП. Отбраковке подлежит выброс (рис. 3) по напряжению ниже 20 В – предела физического существования сварочной дуги под флюсом. Выброс кратковременный (точечный) не оказывает влияния на общую статистику, необходимости в его «нейтрализации» нет.
По второй группе показателей отметим высокую дисперсию по току, что также связано с процессами плавления в сварочном контуре, что подтверждает коэффициент вариации, который определяется как отношение стандартного отклонения к среднеарифметическому значению и равен 36%, что говорит о повышенной динамике сварочного процесса.
Анализ показателей формы распределений показал, что коэффициенты асимметрии и эксцесса отрицательны для тока и положительны по напряжению, при положительном коэффициенте асимметрии распределение сдвинуто в сторону меньших значений (по напряжению), при отрицательном – в сторону больших (по току). Отрицательный коэффициент эксцесса по току указывает на «плосковершинное» распределение, а положительный по напряжению – на «островершинное» распределение.
Статистические методы также с успехом применяются как для анализа качества сварных соединений [13], наплавок [14], так и для системной координации сварки [15].
Заключение
В работе были зарегистрированы массивы первичных данных в виде временных рядов по току и напряжению в процессе снятия внешних ВАХ ИП ИОН 48-900 и автоматической сварки под флюсом опытных наплавок. Для этого применили автономную систему регистрации и мониторинга на базе преобразователя NI 9229. Параметризацию временных рядов проводили в дескриптивной постановке задачи Data Mining для анализа устойчивости микропроцессорной системы питания дуги в сварочном контуре. Установлено, что высокая динамика формоизменения сварочной дуги при сварке вызвана значительной нестабильностью тока дуги, что подтверждается данными по дисперсии тока, которая равна 14524 А2, и коэффициента вариации 36%, что значительно больше нормы в 10%. Связанные с этим разрывы дуги были кратковременными, порядка 20…50 мсек за счет оперативной отработки микропроцессорной системой управления ИП ИОН 48-900. В целом по результатам параметризации ВР подтверждена высокая устойчивость микропроцессорной системы питания сварочной дуги АСФ при сварке в конвенциальном режиме.
Conflict of interest
Библиографическая ссылка
Жидков М.Е., Виннийчук В.А., Подрезов Н.Н., Чернов А.В. ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК ПРОЦЕССА СВАРКИ ПОД ФЛЮСОМ С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ ПАРАМЕТРИЗАЦИИ ВРЕМЕННЫХ РЯДОВ // Современные наукоемкие технологии. 2025. № 12. С. 59-68;URL: https://top-technologies.ru/en/article/view?id=40605 (дата обращения: 23.07.2026).
DOI: https://doi.org/10.17513/snt.40605