


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
INVESTIGATION OF THE TRANSFER OF WEAR PRODUCTS DURING GRINDING WITH CUBIC BORON NITRIDE WHEELS

Введение
Сверхтвердые материалы на основе кубического нитрида бора (КНБ) получили широкое распространение при проведении операций шлифования труднообрабатываемых материалов. Высокая теплопроводность, твердость и химическая стабильность способствуют повышению стойкости абразивного инструмента (АИ), что благоприятно сказывается на точности и качестве обработки [1]. Последнее время ведется множество исследований закономерностей износа КНБ. Сообщается, что зерна поликристаллического КНБ отличаются способностью к самозатачиванию, то есть формированию новых выступов и режущих кромок в результате микроскалывания абразивного материала [2, 3]. Образовавшиеся продукты износа КНБ внедряются (шаржируются) в обработанную поверхность [4], что снижает качество обработки, особенно ответственных деталей, работающих в условиях трения и высоких знакопеременных нагрузок [5, 6]. Отсутствие рекомендаций по устранению или снижению шаржирования связано с методическими трудностями измерения параметров перенесенных частиц и малой изученностью процесса внедрения продуктов износа АИ при шлифовании.
Цель исследования: изучение закономерностей переноса продуктов износа КНБ при шлифовании.
Материалы и методы исследования
Для повышения точности измерения параметров внедренных продуктов износа выбран титан марки ВТ1-00 (Ti > 99,6). Шлифование осуществляли на прецизионном профилешлифовальном станке с числовым программным управлением CHEVALIER Smart-B1224III кругами из КНБ 1А1 300×5×15×127 следующих характеристик: CBN30 B126 M 100% V и CBN30 B251 K 100% V. Царапание осуществляли индентором из поликристаллического КНБ. Профилограммы царапин получены профилометром Surftest SJ-410. Полученные поверхности исследованы на растровом двухлучевом электронном микроскопе Versa 3D LoVac.
Результаты исследования и их обсуждение
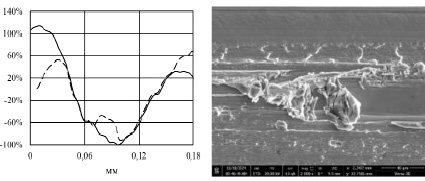
Профилограммы царапин использовались для оценки износа абразивного зерна. На рисунке 1а приведено изменение профиля царапин в процентах от первоначальной глубины. В результате скалывания произошло формирование новых выступов, наблюдаемых на профилограмме. Подобный износ является проявлением способности абразивного зерна к самозатачиванию. На поверхности царапины обнаружены внедренные кристаллы, идентифицированные методом рентгеноспектрального микроанализа как продукты износа КНБ (рис. 1б). Размер таких частиц не превышал 10 мкм, в месте внедрения происходит изменение профиля царапины. Соотнесение профилей царапин с их изображениями в обратно-рассеянных электронах позволяет утверждать, что наблюдаемые внедренные частицы на рисунке 1б являются продуктами износа абразивного зерна, образовавшимися в результате самозатачивания КНБ при царапании титана.
Из анализа химического состава шлифовального круга и обрабатываемого металла следует, что средние атомные номера продуктов износа и обрабатываемого материала существенно отличаются. Поэтому поверхность титана на фотографии, полученной в обратно рассеянных электронах, более светлая, продукты износа абразивного инструмента имеют более темные оттенки серого. Поэтому при последующей бинаризации изображения возможно контрастное цветовое выделение продуктов износа, внедренных в обработанную поверхность, с последующим подсчетом их площади и количества.
Для определения порога яркости рассмотрено несколько десятков изображений с предполагаемыми продуктами износа.
а) б)
Рис. 1. Изменение профиля царапины (а) и внедренные продукты износа КНБ при увеличении ×2000 (б)
а) б)
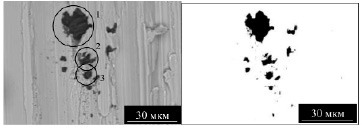
Рис. 2. Изображение шлифованной поверхности титана в обратно рассеянных электронах (а) и после бинаризации (б)
а) б)
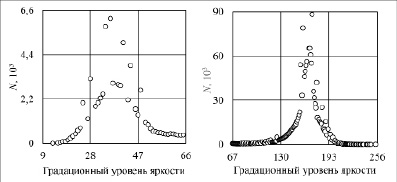
Рис. 3. Распределение уровней яркости предполагаемых продуктов износа (а) и элементов рельефа шлифованной поверхности (б)
В качестве примера на рисунке 2 показана шлифованная поверхность титана, отличающаяся светлым фоном. В центре фотографии более темным, почти черным цветом окрашены внедренные объекты. Размер наиболее крупного объекта 1 (верхняя часть изображения) по вертикальной и горизонтальной осям соответственно 20 и 14 мкм. Размер объектов 2 и 3 в центре слева около 3 мкм. На обработанной поверхности присутствует большое количество очень мелких объектов серого и светло-серого цвета размером 0,3–0,5 мкм.
Бинаризация заключается в переводе изображения в оттенках серого в черно-белое изображение. Обязательным условием бинаризации является определение порога яркости, с которым сравнивается яркость каждого пикселя изображения (рис. 2).
Статистический анализ уровней яркости пикселей, из которых сформировано изображение рисунка 2а, представлен на рисунке 3. В связи с тем, что доля пикселей изображения включений на несколько порядков меньше остальных пикселей изображения, распределение разбито на две выборки: уровни яркости пикселей предполагаемых продуктов износа абразивного инструмента (рис. 3а); уровни яркости пикселей обработанной поверхности (рис. 3б). Уровень яркости предполагаемых продуктов износа лежит в диапазоне 0–65 единиц. Более высокий уровень яркости – от 66 до 254 единиц – имеют пиксели обработанной поверхности титана. Граница между данными уровнями анализируемых объектов лежит в интервале 60–70 единиц. В работе пороговое значение уровня яркости принято равным 65 единицам.
С учетом принятого порога яркости проведена бинаризация полутонового изображения и получено изображение, представленное на рисунке 1б.
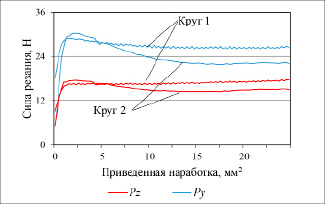
Рис. 4. Изменение касательной Pz и радиальной Py составляющих силы резания в зависимости от приведенной наработки
а) б)
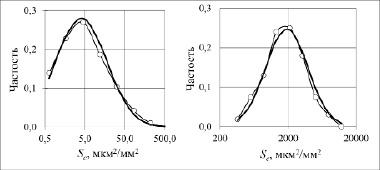
Рис. 5. Распределение Sc, после шлифования кругом B126 M, наработка 25 мм2 (а) и кругом B251 K, наработка 1 мм2 (б): ––––– теоретическое; –––– экспериментальное
Измерение параметров переноса проводили в различных условиях шлифования, определенных на основании анализа силы резания (рис. 4). Выбраны образцы, полученные после правки кругов (начальный этап обработки, приведенная наработка на 1 мм ширины обрабатываемой поверхности 1 мм2) и на установившемся этапе шлифования (наработка 25 мм2).
Результатом выделения и измерения внедренных в поверхность титана продуктов износа КНБ являются данные о числе и площади внедренных частиц. В качестве критериев интенсивности шаржирования выбраны количество Nc и суммарная площадь Sc внедренных частиц, отнесенные к 1 мм2 обработанной поверхности. Установлено, что распределение Nc и Sc при шлифовании титана подчиняется логнормальному закону распределения. На рисунке 6 представлены законы распределения параметра Sc: при шлифовании на установившемся этапе обработки кругом 1 (рис. 5а) и после правки кругом 2 (рис. 5б).
Коэффициент парной корреляции между параметрами Sc и Nc составляет 0,96 и свидетельствует о сильной корреляционной связи между ними. Функциональная связь определена линейной зависимостью:
Sc = 8,65Nc + 2,16,
коэффициент достоверности аппроксимации R² = 0,96.
Влияние характеристики абразивного инструмента и наработки на параметры переноса
|
Инструмент |
B126 M |
B126 M |
B251 K |
B251 K |
|
Наработка, мм2 |
1 |
25 |
1 |
25 |
|
Nc, шт./мм2 |
44 |
6 |
164 |
85 |
|
Sc, мкм2/мм2 |
202 |
29 |
588 |
178 |
|
Si, мкм2 |
15,2 |
8,9 |
33,9 |
21,3 |
Среднее число внедренных частиц, приведенное к 1 мм2 анализируемой шлифованной поверхности Nc (таблица) при относительной наработке 1 мм2 кругом B251 K, больше, чем кругом B126 M, почти в 4 раза, при относительной наработке 25 мм2 – в 14 раз. Средняя площадь объекта, внедренного в обработанную поверхность Si, увеличена для рассматриваемых наработок в 2 раза. При шлифовании кругом B251 K относительная площадь внедренных объектов Sc больше, чем кругом B126 M, в 3 раза на начальном этапе и в 6 раз – на установившемся этапе шлифования. За период шлифования кругом B126 M параметр Sc снижается в 7 раз, при шлифовании кругом B251 K – в 3 раза. Приведенная средняя площадь продуктов износа абразивного инструмента, видимых на поверхности титанового сплава, при шлифовании кругом B251 K в 2,2–2,4 раза больше по сравнению с кругом B126 M и согласуется с почти пропорциональным увеличением размеров зерен данных абразивных инструментов.
Приведенные результаты согласуются с ранее полученными данными. При шлифовании титана кругами из КНБ происходит шаржирование, как и при использовании традиционных абразивных материалов [7]. Размер наблюдаемых внедренных частиц соответствует продуктам износа, образующимся при самозатачивании КНБ [8, 9]. Причиной более интенсивного переноса на начальном этапе обработки является воздействие правящего инструмента, вследствие чего на рабочей поверхности круга образуется большое количество поврежденных абразивных зерен, разрушающихся при контакте с обрабатываемым материалом и внедряющихся в обрабатываемую поверхность [10].
Заключение
В результате анализа профиля царапин и изображений морфологии поверхности обнаружены внедренные продукты износа КНБ, образовавшиеся вследствие скалывания вершины зерна. Подобный износ свидетельствует о самозатачивании абразивного зерна, следовательно, шаржирование является следствием самозатачивания. Путем анализа градационного уровня яркости пикселей полутонового изображения определен порог бинаризации, в результате чего проведено выделение и измерение внедренных продуктов износа КНБ в поверхность титана после шлифования. Установлено, что относительная суммарная площадь и количество шаржирующих частиц подчиняются логнормальному закону распределения. Между этими параметрами наблюдается линейная зависимость. Данные о шаржировании титана продуктами износа КНБ согласуются с закономерностями, наблюдаемыми при использовании традиционных абразивных материалов: наиболее интенсивное шаржирование наблюдается на начальном этапе обработки.
Библиографическая ссылка
Носенко В.А., Кузнецов С.П., Сердюков Н.Д., Захаров А.С. ИССЛЕДОВАНИЕ ПЕРЕНОСА ПРОДУКТОВ ИЗНОСА ПРИ ШЛИФОВАНИИ КРУГАМИ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА // Современные наукоемкие технологии. 2025. № 1. С. 24-28;URL: https://top-technologies.ru/en/article/view?id=40275 (дата обращения: 07.08.2026).
DOI: https://doi.org/10.17513/snt.40275