


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
PRODUCTION ORGANIZATION AT LOW-CAPACITY MULTI-RANGE ENTERPRISES OF THE PAINT AND PAINT INDUSTRY

Работа малотоннажных многоассортиментных инновационных предприятий и их перспективы должны быть спрогнозированы еще на стадии оценки эффективности инновационного проекта, т.е. еще на стадии проектирования. Причем при коммерциализации необходимо не только оценить конъюнктуру рынка, на котором будет реализовываться предполагаемая продукция, но и создавать конкурентоспособную гибкую технологию ее производства (а лучше и применения), позволяющую при изменении ситуации на рынке быстро перепрофилировать ее на другую, более перспективную аналогичную продукцию [1–3]. Например, для выпуска водно-дисперсных лакокрасочных материалов (ЛКМ) следует иметь оборудование из антикоррозионных материалов, а при производстве органорастворимых материалов нужно применять взрывопожаробезопасное оборудование, что в первом случае необязательно. Кроме того, при выпуске большой цветовой гаммы ЛКМ необходимо учитывать сложности перехода с одного цвета на другой, образующиеся при этом отходы при замывке и очистке оборудования, а также временные затраты при таком переходе, что требует оптимизации схемы с точки зрения как ассортимента, так и экономических показателей ее создания и функционирования.
Около 60 % мирового рынка ЛКМ приходится на декоративные строительные и бытовые материалы. По 3–5 % каждой области мирового рынка приходится на динамично развивающиеся сферы применения ЛКМ: автомобильную, авторемонтную, защитную, мебельную. Именно в этих областях наблюдается научно-технический «прорыв» в настоящее время. К ним относятся и ЛКМ для общего и специального машиностроения (более 10 %).
На основе анализа ключевых направлений «пейнт-технологий» и мировых тенденций развития рынка ЛКМ можно сделать вывод, что наиболее перспективной продукцией для малотоннажных предприятий лакокрасочной отрасли являются защитные ЛКМ и материалы специального назначения со специфическими свойствами. Работа над новыми материалами в секторе строительных ЛКМ или бытового назначения выгодна скорее крупным предприятиям, поскольку они имеют большие мощности и очевидно, что их продукция будет более конкурентоспособной по себестоимости. Хотя и в этом направлении упор должен быть сделан на экологически полноценные материалы.
Исторически развитие лакокрасочной отрасли в СССР и РФ характеризовалось тенденцией к укрупнению производственных комплексов в целом и увеличению единичной мощности отдельных технологических аппаратов. Создавались крупномасштабные производственные линии, ориентированные на выпуск продуктов одного типа. Такие предприятия обладают жесткой структурой ассортимента и не учитывают требования конечного потребителя, однако в современном мире предприятие должно в сжатые сроки и без внушительных дополнительных затрат перестраиваться на выпуск новой (иной) продукции. Перспективным решением этой проблемы представляется создание гибких малотоннажных многоассортиментных производств, что достигается путем построения их по блочно-модульному принципу.
Цель работы – показать комплексный подход к организации производства и выбора оборудования на малотоннажных многоассортиментных предприятиях лакокрасочной отрасли с применением разработанной авторами экспертной системы.
Организация малотоннажного многоассортиментного производства ЛКП
Существующая методика системотехнического инжиниринга малотоннажных производств, использующая методологию структурного анализа, логико-информационного и функционального моделирования бизнес-процессов предприятия, позволяет эффективно и в короткие сроки решать задачи организационно-технологического управления, учитывая технологические аспекты моделируемых объектов.
Важное значение имеет применение методологии инжиниринга организационно-технологических процессов при разработке систем управления качеством наукоемкой продукции, при проектировании новых и оптимизации действующих производственных процессов, а также при разработке алгоритмического обеспечения систем автоматизированного проектирования и при решении задач стратегического планирования ресурсосберегающих производств. Таким образом, при разработке новых продуктов и реинжиниринге бизнес-процессов взаимная интеграция системотехники и управления проектами приводит к повышению конкурентоспособности предприятий.
Зарубежные исследования в области моделирования бизнес-процессов в химической технологии связаны, в основном, с моделированием отдельных процессов обеспечения ресурсами производства (энергетика, экология и т.д.) [4]. В предлагаемой работе рассматривается комплексный подход к моделированию при заданной технологии.
Основная задача лакокрасочной отрасли – это создание ЛКП для защиты поверхности изделий (материалов) от внешних воздействий. На рис. 1 приведена классификация технологий и оборудования для указанных целей.
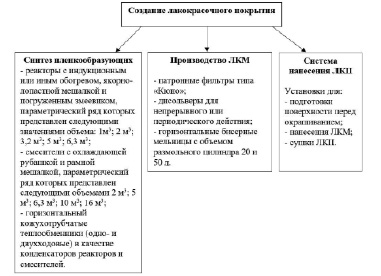
Рис. 1. Классификация технологий и оборудования для создания ЛКП
Надо отметить, что реакторы синтеза и установки для нанесения ЛКП выпускались в НПО «ЛКП» и раньше, а разработку оборудования для малотоннажного многоассортиментного производства ЛКМ пришлось создавать с нуля.
В НПО «ЛКП» в рамках комплексной стратегии инновационного развития предприятия было создано дочернее предприятия ООО «С.В.К.» с участием бельгийской фирмы «Ateliers Sussmeyer S.A.», специализирующейся на разработке и производстве оборудования для малотоннажных многоассортиментных производств. Такой подход позволил резко сократить стоимость продукции и занять значительную часть российского рынка.
Гибкие блочно-модульные системы производства ЛКМ, являясь одним из направлений развития лакокрасочной отрасли в концепции «пэйнт-технологий», позволяют эффективно решать проблему организации малотоннажных многоассортиментных производств ЛКМ. Такая структура производственного комплекса благодаря изменению ассортимента выпускаемой продукции и особенностям структурно-функциональной организации, как было отмечено выше, наиболее полно отвечает требованиям современного рынка. Однако создание новых производств требует весьма существенных материальных и временных затрат. Используя уже имеющиеся производственные площади и технологическое оборудование, можно добиваться существенной экономии. Но традиционные методы проектирования лакокрасочных производств не соответствуют требованиям, предъявляемым к созданию гибких многопродуктовых систем. Например, использование метода полного перебора может привести к необходимости выполнения значительных расчетов. В ряде случае такой подход приводит к не реализуемым на практике вариантам.
Многообразие ассортимента, малые объемы выпуска и сложный многостадийный синтез реагентов усложняют реконструкцию существующих и разработку новых производств. Технологические системы многоассортиментных производств функционируют в периодическом и полупериодическом режиме [5–7]. Дискретность в сочетании с неполной и, возможно, противоречивой информацией приводит к многовариантности и не исключает возможности потери оптимального решения [8].
Особенность малотоннажного многоассортиментного производства ЛКП состоит в том, что в технологической схеме используется набор ресурсов (прежде всего материалы и сырье, а также энергетические ресурсы, технологические настройки оборудования и график производства), общий, для минимум, как нескольких видов продукции [9–11]. К ключевым ресурсам лакокрасочных покрытий можно отнести сам лакокрасочный материал, технологию нанесения, режимы работы оборудования [12–13]. Для народного хозяйства важны не сами ЛКМ, а защитные покрытия, таким образом, именно они являются ценным для потребителя продуктом.
Многоассортиментные производства обладают своим информационным и ресурсным обеспечением, своими алгоритмами управления. Алгоритмы позволяют эффективно распределять и расходовать имеющиеся ресурсы. На рис. 2 представлена логико-информационная модель бизнес-процесса. Эта модель содержит основные виды материальных и нематериальных ресурсов, необходимых для управления гибким многоассортиментным малотоннажным лакокрасочным предприятием.
Рис. 2. Организация и управление технологией создания ЛКП на малотоннажных многоассортиментных предприятиях лакокрасочной отрасли
Для успешного функционирования предприятия создается алгоритм, описывающий ключевые функции логико-информационной модели бизнес-процесса. Алгоритм включает в себя следующие стадии: сбор заявок по созданию ЛКП, анализ ХТС, составление календарного плана выпуска, выбор оптимального режима оборудования и составление плана материального обеспечения.
В соответствии с описанным алгоритмом возможно работать при любых поставленных задачах, а также алгоритм включает в себя необходимые операции в случае изменения технологии производства ЛКП и внесения изменений в параметры выпускаемой продукции.
Экспертная система проектирования производств ЛКМ
Большое количество нечеткой и неопределенной количественной и качественной информации, сложность структурных и режимных функционирующих производственных систем, значительное количество возможных вариантов аппаратурных решений диктуют необходимость использования экспертных систем (ЭС) при проектировании гибких многоассортиментных производственных систем по вышеупомянутым ЛКМ [8].
Для решения описанных проблем и задач в НПО «ЛКП» создана и внедрена интегрированная ЭС, представляющая собой программный продукт. Программа позволяет по заданным исходным данным получить основные параметры проектируемого (создаваемого) производства.
В объектно-ориентированной ЭС происходит обработка информации качественной, слабо поддающейся формализации, а также информации количественной. Таким образом, ЭС считается интегрированной системой – совмещает в себе информационно-логическую и расчетную подсистемы. Функция расчетной подсистемы заключается в осуществлении оптимизации ХТС производства многономенклатурных ЛКМ.
Экспертные системы позволяют за короткий промежуток времени разработать аппаратурно-технологическую схему производства ЛКМ. Структура ЭС состоит из следующих основных блоков: морфологического анализа, информационно-логического и расчетного блоков, а также информационно-логической подсистемы (рис. 3).
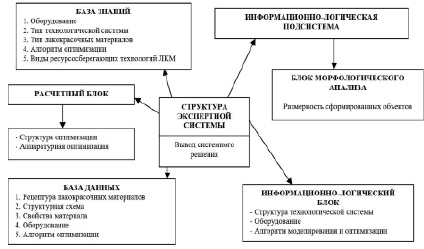
Рис. 3. Структура экспертной системы выбора эффективной технологии производства ЛКМ
Рассмотрим структуру и назначение каждого из блоков.
1. Блок морфологического анализа. Его функция состоит в формировании допустимого пространства объектов на основе исходной информации.
2. Информационно-логический блок. С его помощью из допустимого пространства решений по признакам колористической, физико-химической и аппаратурной совместимости продуктов выбираются необходимые структуры производств и их аппаратурное оформление. Дополнительно блок формирует модели и алгоритмы оптимизации. Использование нечеткой логики позволяет в условиях неполной формализованности задачи наиболее полно отразить существующие требования. Применение такого подхода дает возможность формировать различные типы структурных схем (индивидуальных, гибких, совмещенных).
3. Расчетный блок предназначен для оптимизации структуры и аппаратурного состава системы.
Все блоки работают с использованием заложенных в программу базы данных (БД) и базы знаний (БЗ). В состав БЗ входят рецептура ЛКМ, технологические схемы, характеристики технологического оборудования и т.д. Информация из БД и БЗ позволяет наиболее оптимальным образом сформировать технологическую и сырьевую базы, основываясь на физико-химических характеристиках и обобщенном мнении экспертов.
Функция информационно-логической подсистемы ЭС заключается в выборе проектантом в режиме диалога типа аппаратного состава, структуры технологических систем, типов технологического оборудования, адекватных ассортименту производимой продукции, оптимизирующей математической модели, а также эффективных алгоритмов структурной и параметрической оптимизации. Расчетная подсистема ЭС оптимизирует аппаратурную структуру и аппаратурный состав ХТС. С целью выделения множества допустимых объектов в каждом их классе определяются допустимые сочетания значений информационных признаков.
Поиск оптимального маршрута решения задачи оптимизации ХТС производства ЛКМ осуществляется в виде многоцелевой процедуры [14–16]. Сначала выбираются оптимальные типы технологического оборудования для каждой стадии технологического процесса получения целевых или промежуточных продуктов. В качестве информационных признаков стандартного технологического оборудования выступают конструкционно-функциональные элементы [17–18]. Конъюнкция значений информационных признаков определяет конструкционный тип аппарата. Для нестандартных технологических аппаратов значения некоторых информационных признаков не могут быть практически реализованы, поэтому допустимые конструкции нестандартного оборудования определяются методами морфологического анализа.
Для оптимизации маршрута предварительно выделяются допустимые объекты; при этом допустимыми считаются объекты, характеризуемые сочетаемыми значениями информационных признаков. Определение допустимости объектов оптимизации выполнено методом морфологического анализа в форме морфологического ящика, который применен к нестандартному технологическому оборудованию, структурным типам технологических систем, классам их оптимизирующих структурно-функциональных моделей и к алгоритмам оптимизации. С этой целью для каждого класса исследуемых объектов сформировано пространство информационных признаков:
 (1)
(1)
которые с достаточной полнотой описывают исследуемые объекты. Каждому признаку поставлено в соответствие множество значений Aip(i = 1,Ji). Перебором различных комбинаций признаков строится перечень списков A1j1, A2j2 … Anjn, общее число которых:
 (2)
(2)
Процесс морфологического анализа формализуется в виде матрицы бинарных отношений Bi,k (i,k = 1,n), элементы которой  , принимают значения:
, принимают значения:

Необходимым условием допустимости варианта оптимизации является выполнение равенства:
 (3)
(3)
соответствующего парной совместимости всех входящих в вариант значений признаков.
Затем методом поиска недоминируемых альтернатив из допустимых вариантов аппаратурного оформления каждой стадии технологического процесса выбирается оптимальный. Поиск альтернативных типов аппаратов и аппаратной структуры X технологических систем, а также классов структурно-функциональных моделей и алгоритмов оптимизации формально является задачей многокритериальной оптимизации при нечеткой информации.
При известных функциях принадлежности нечетких критериев на множество объектов X определяется системой нечетких бинарных отношений нестрогого R и строгого P отношений предпочтений <R, P>. В предположении, что объект целесообразно выбрать по совокупности Ck – критериев (k = 1, m), даже при небольших значениях некоторых из них выбор осуществляется по компромиссной модели, в соответствии с которой функции принадлежности строгого µR(x, y), нестрогого µP(x, y) предпочтения объекта X объекту Y и нечеткого выбора µP(x), последовательно рассчитываются по следующим формулам:
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
где θ – символ ограниченного вычитания, αk – нормированный весовой коэффициент k-го критерия Сk, µR(x, y) – функция принадлежности строгого предпочтения объекта X объекту Y, µP(x, y) – функция принадлежности нестрогого предпочтения объекта X объекту Y, µP(x) – функция нечеткого выбора.
Весовые коэффициенты αk критериев Ck получаются соответствующей обработкой матрицы A, сформированной в соответствии со шкалой Саати. Причем необходимым и достаточным условием существования αi является супертранзитивность матрицы отношений, т.е. выполнение условия:

где ai,j – элемент матрицы A.
Так как на практике это условие часто не выполняется, то величины αi вычисляются методом наименьших квадратов.
В результате первого этапа метода наименьших квадратов формируется матрица инцидентности конструкционных типов технологических аппаратов стадиям технологического процесса, элементы которой определяются следующим образом:

Второй этап метода наименьших квадратов состоит в выборе оптимального типа аппаратурной структуры ХТС получения многономенклатурной продукции на основе матрицы E. Возможны различные алгоритмы структурной оптимизации ХТС. Формально задача структурной оптимизации – это перечисленная комбинаторная задача, алгоритмы решения которой имеют экспоненциальную сложность. При перечислении вариантов решений возникает опасность потери оптимального решения. В процессе решения задачи структурной оптимизации многопродуктовых ХТС формируются ограничения на время выпуска продуктов ассортимента. Процедура поиска оптимальной структуры ХТС начинается с расчета матрицы Gm×m по алгоритму G = E·ET.
Матрица Gm×m – это матрица, элементами которой являются число типов оборудования, которое используется при производстве пар продуктов. Полученная матрица симметрична относительно правой диагонали, поэтому она может быть преобразована в прямоугольную.
После определения возможных структурных типов ХТС методом морфологического анализа уточняются их допустимые структурные типы с учетом полноты пространства информационных признаков, после чего методом поиска недоминируемых альтернатив производится выбор оптимального структурного типа технологической системы. Оптимизация типа аппаратурной структуры возможна, только если удается количественно выразить нечеткие критерии качества.
Этап выбора аппаратурной структуры ХТС заканчивается формированием системы временных ограничений, представляющих часть структурно-функциональной модели ХТС. Вид этих ограничений зависит от типа аппаратурной структуры ХТС и способа взаимодействия технологических аппаратов.
После определения допустимости классов ХТС по изложенному выше алгоритму их приоритетность определяется методом поиска недоминируемых альтернатив. Аналогичная процедура применяется также для определения структурно-функциональных моделей и эффективности алгоритмов оптимизации.
Рассмотрим пример работы информационно-логической подсистемы разработанной экспертной системы: работа с программой начинается с выбора необходимого ассортимента (табл. 1).
Таблица 1
Выбор ассортимента лакокрасочного материала
|
Наименование ассортимента ЛКМ |
Количество, т/год |
|
Грунтовка ГФ-0119 |
500 |
|
Лак ПФ-283 |
500 |
|
Эмаль ПФ-115 |
|
|
белая |
500 |
|
вишневая |
250 |
|
защитная |
250 |
|
Эмаль ПФ-226 |
|
|
желто-коричневая |
250 |
|
красно-коричневая |
250 |
|
Эмаль МЛ-12 |
|
|
белая |
250 |
|
кофейная |
250 |
|
синяя |
250 |
Итогом работы алгоритма является список типов рекомендуемого технологического оборудования.
Табл. 2 содержит список рекомендуемого оборудования, необходимого для производства выбранных лакокрасочных продуктов.
Таблица 2
Выбор оборудования для производства лакокрасочных материалов
|
Наименование цеха |
Характеристика технологического оборудования |
|
Реакторное отделение |
Реактор с индукционным обогревом, оборудованный перемешивающим устройством и змеевиком |
|
Смеситель с охлаждающей рубашкой, оборудованный перемешивающим устройством |
|
|
Кожухотрубчатый теплообменник (конденсатор реактора) |
|
|
Кожухотрубчатый теплообменник (конденсатор смесителя) |
|
|
Отделение диспергирования |
Диссольвер для непрерывного перемешивания |
|
Смеситель, оборудованный перемешивающим устройством |
|
|
Горизонтальная бисерная мельница типа EHP |
|
|
Фильтр патронный с фильтрующими элементами «Кюно» |
По ходу работы программы характеристики отдельных аппаратов могут быть изменены (при наличии у разработчиков аналогичного свободного оборудования). При этом экспертная система проверяет пригодность таких аппаратов для производства ЛКМ, используя вышеизложенные алгоритмы.
Основные этапы работы экспертной системы
1. На первом этапе пользователь выбирает производимые ЛКМ из заложенных в программе. Всего в программу заложено более 100 наименований ЛКМ с различными спектрами применения, наиболее востребованных на рынке. Среди них непигментные ЛКМ (лаки) и пигментные ЛКМ (лаки, краски, грунтовки).
2. Далее для анализа технологических цепочек производств есть возможность просмотра принципиальных технологических схем производства материалов выбранного ассортимента. Это позволяет проанализировать целесообразность совместного выпуска тех или иных продуктов.
3. Среди исходных реагентов для производства эмалей присутствуют полуфабрикатные лаки. В программе предусмотрен выбор их к производству как в виде отдельных продуктов, так и в составе рецептуры эмалей, что позволяет более оптимальным образом сформировать технологический процесс и сырьевую базу.
4. Для большей части лаков существуют различные варианты рецептур, отличающиеся основой производства (жирные кислоты талового масла или растительные масла). Для более оптимального использования технических и сырьевых ресурсов в БД и БЗ программы заложены различные варианты рецептур. Такое решение дает возможность спроектировать наиболее оптимальную технологическую схему.
5. Информация, полученная в диалоге с пользователем, позволяет программе рассчитать основные характеристики проектируемого производства. Отдельно рассчитываются параметры оборудования для непигментированных материалов (лаков), например реактор для пигментированных лаков – бисерная мельница. Также подбираются типы и параметры насосов фильтров. Одной из основных проблем развития современных малотоннажных производств представляется необходимость использования имеющегося основного технологического оборудования в новых проектируемых схемах. В ЭС предусмотрена возможность использования уже имеющегося оборудования с расчетом его эффективности. Расчеты могут производиться для различных вариантов работ (одно-, двух-, трехсменная работа).
6. Конечным этапом работы программы являются вывод спецификации основного технологического оборудования и расчет энергетических показателей.
7. Дополнительно предусмотрен просмотр рецептуры любого из заложенных в БД продуктов.
8. Вывод на печать.
Разработанный программный продукт применяется при проектировании малотоннажных лакокрасочных производств в НПО «ЛКП» и ООО «S.V.К.» Прототип ЭС позволяет значительно сократить временные и материальные затраты на проектирование или реорганизацию производств. Применяемые решения дают возможность создавать общие технологические структуры, способные оптимальным образом реагировать на изменения требований рынка. Необходимо также отметить возможность применения имеющегося оборудования и сырьевой базы, что позволяет добиться существенной экономии.
В качестве примера ассортимента приведены известные ЛКМ, но ЭС может работать и с новыми рецептурами ЛКМ, информация о которых вводится в БД. После выбора оптимальной технологической схемы производства, определения сырьевых компонентов и их норм расхода, а также энергетических и эксплуатационных затрат можно подобрать и оценить соответствующее оборудование, а также определить поставщиков и цены на сырье. Наличие ценовых показателей и оценка конкурентов, работающих в этом же секторе реальной экономики, позволят определить ценовую политику инновационной продукции и оценить эффективность инновационного проекта в целом, включая сроки окупаемости, инвестиционную и кредитную схему его реализации.
С использованием данной ЭС определяются рецептуры выбранного ассортимента ЛКМ, а следовательно, виды и нормы расхода сырья, а также энергетические затраты. Другими словами, определяются капитальные (оборудование) и эксплуатационные (оборотные средства) затраты путем анализа цели через Internet для полученной аппаратурно-технологической схемы производства.
Гибкая технологическая система для многоассортиментных лакокрасочных производств
Система направлена на обеспечение потребностей отечественного рынка высококачественными ЛКМ, т.е. на создание гибких производственных малотоннажных линий, позволяющих быстро переходить от одного вида продукции к другому (рис. 4).
Специалистами компании ООО «С.В.К.» и НПО «ЛКП» был разработан проект гибкой технологической системы для многоассортиментных лакокрасочных производств различных видов ЛКМ. Все оборудование может быть выполнено во взрывозащищенном исполнении для производства ЛКМ на органических растворителях, а также в обычном исполнении из нержавеющей стали для производства водно-дисперсных акриловых ЛКМ и клеев.

Рис. 4. Гибкая технологическая система для малотоннажных многоассортиментных лакокрасочных производств (1 – бисерная мельница НМ-20ЕНР, 2 – диссольвер ДС, 3 – смеситель 0,63 м3, 4 – смеситель-усреднитель 1 м3, 5 – дежа (V=300; 500; 1000 л), 6 – весы платформенные, 7 – насос шестеренчатый)
Вся масса перемешивается с помощью устройства c подъемной рамной мешалкой со скоростью 50 об/мин. Готовую продукцию после фильтрации фасуют в полиэтиленовые бочки емкостью 50 л и 100 л или в мелкую тару емкостью от 1 л до 15 л на фасовочном агрегате. Все оборудование для изготовления водно-дисперсных акриловых ЛКМ выполнено из нержавеющей стали. Проектом предусмотрена практически безотходная технология производства. По мере необходимости технологическое оборудование замывается водой. Замывочные воды собираются в тару и вторично используются в технологическом процессе.
Наименование применяемого оборудования и его характеристики приведены в табл. 3. Выбранный состав и технические характеристики оборудования не являются постоянными и могут корректироваться по результатам изготовления опытных партий материала и в зависимости от технического задания заказчика.
Таблица 3
Комплектация и технические характеристики оборудования технологической системы для многоассортиментных лакокрасочных производств
|
Наименование |
Количество |
Материалы |
Технические данные |
|
Бисерная мельница НМ 20 ЕНР |
1 |
Сталь Х18Н10Т |
V = 20 л |
|
Диссольвер 4-скоростной (возможно оснащение частотным преобразователем) |
1 |
Сталь Х18Н10Т |
h = 620, 910, 1350, 1900 об/мин. ДС-300 |
|
Смеситель |
2 |
Сталь Х18Н10Т |
V = 0,63 м3; n = 50 об/мин |
|
Смеситель-усреднитель |
1 |
Сталь Х18Н10Т |
V = 1,0 м3; n = 50 об/мин |
|
Перемешивающее устройство с подъемной рамной мешалкой |
2 |
Сталь Х18Н10Т |
n = 50 об/мин |
|
Дежа |
4 |
Сталь Х18Н10Т |
V = 300 л |
|
Весы платформенные |
1 |
Разный |
Q = 600 кг |
|
Насос шестеренный |
2 |
Чугун – бронза |
Q = 1,6 м3/ч |
|
Общая потребляемая мощность |
N = 70 кВт |
||
|
Занимаемая площадь |
S = 120 м3 |
Заключение
В работе показаны пути организации производства и выбора оборудования для малотоннажных многоассортиментных предприятий лакокрасочной отрасли на основе современных организационно-технологических принципов с применением экспертных систем и инновационного подхода к организации фирмы, которые реализованы на предприятиях НПО «ЛКП» и ООО «С.В.К.», имеющих в комплексе как собственное производство оборудования для создания ЛКМ и ЛКП, так и производство промышленных ЛКМ и оборудования для их нанесения.
Все научные, конструкторские и промышленные департаменты ориентированы и обеспечивают диверсификацию, а также выпуск качественной конкурентоспособной продукции высокого уровня.
Этот опыт и системный подход применимы и для других предприятий малотоннажной химии, например для фармацевтики, производства особо чистых веществ и катализаторов, а также других фирм малого и среднего бизнеса.
Библиографическая ссылка
Болдырев В.С., Меньшиков В.В., Андреев А.В., Кузнецов С.В., Савина А.С., Богатов Н.А. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА МАЛОТОННАЖНЫХ МНОГОАССОРТИМЕНТНЫХ ПРЕДПРИЯТИЯХ ЛАКОКРАСОЧНОЙ ОТРАСЛИ // Современные наукоемкие технологии. 2021. № 9. С. 31-41;URL: https://top-technologies.ru/en/article/view?id=38813 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.38813