


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
THE METHOD OF USING TRAINING TOOLS LEARNING TECHNICAL PERSONNEL

Идея обучения технологического персонала, эксплуатирующего сложные технические системы (СТС) с использованием компьютерных учебно-тренировочных средств (УТС), появилась относительно давно. Не учитывая время, когда для компьютерного тренинга предъявляли иллюстрации с различными состояниями измерительных приборов и регуляторов [1] или использовали натурные копии реальных объектов с добавлением простейших элементов автоматики, имитирующих взаимодействие человека с системой, идея обучения с помощью компьютерных УТС появилась в 1981 г. [2].
До настоящего времени, разрабатывая УТС, производители выполняют аппаратно-программную часть, эмуляторы системы управления, модели тренажа и т.д. самостоятельно. Это позволяет охранять интеллектуальную собственность производителей, но совершенно не способствует получение максимально возможного качества указанных отдельных компонентов. В частности, разрабатываемые УТС недостаточно учитывают особенности обучающегося и предметной области тренинга. Однако изучаемая уже более пятидесяти лет проблема обучения персонала, эксплуатирующего СТС [3], позволяет использовать накопленные знания о механизмах деятельности персонала и механизмах его обучения при разработке новых и совершенствовании уже существующих УТС.
Таким образом, в сложившихся обстоятельствах становится весьма актуальной разработка методики использования УТС, позволяющей разрабатываемым и совершенствуемым УТС планировать процесс обучения эксплуатирующего персонала с учетом индивидуальных способностей к освоению теоретических знаний и практических навыков, а также накопленных знаний о механизмах их приобретения. При этом методика должна быть достаточно универсальной и независимой от состава аппаратной части УТС.
Модель деятельности персонала в тренинге
Общепризнанным фактом является то, что в основе деятельности эксплуатирующего персонала лежит механизм распознавания образов [4]. Такое положение согласуется с современными физиологическими [5] и когнитивными [6] представлениями. Более того, сама категория опыта, чрезвычайно значимая в проблематике обучения, трактуется многими исследователями именно как высокоразвитая способность к распознаванию образов [7].
Разработанная В. Роузом [7] модель принятия решений трактует деятельность персонала при устранении неисправностей, как трехэтапный процесс, состоящий из идентификации неисправности, поиска причин ее возникновения и устранения последствий (табл. 1). При этом процесс идентификации можно трактовать, как процесс распознавания отклонений приведших к наступившему событию, и как анализ информации, которую наблюдает оператор. В наиболее простых случаях, когда известны требования к показателям приборов учета оператор может выступать в роли «независимого наблюдателя», способного определить момент наступления нежелательного события с помощью определения рассогласования между требуемыми и наблюдаемыми значениями. Однако при повышении сложности объекта оператор согласует свою деятельность с применением процедур анализа содержания возникшей ситуации.
Таблица 1
Классификация деятельности эксплуатирующего персонала
|
Этапы принятия решений |
Действия |
Тип навыка |
Ведущие когнитивные процессы |
|
Идентификация |
Контроль |
Ориентирование |
Сенсорно-перцептивные процессы |
|
Распознавание отклонений |
Распознавание отклонений |
||
|
Поиск причин |
Генерация и проверка гипотез |
Поиск причин неисправности |
Когнитивные процессы принятия решений |
|
Прогнозирование последствий и планирование |
|||
|
Устранение |
Исполнение |
Исполнение процедур |
Сенсорно-перцептивные процессы |
|
Ориентирование |
Многоуровневый принцип модели (навыки, правила, знания) представлен на рис. 1.
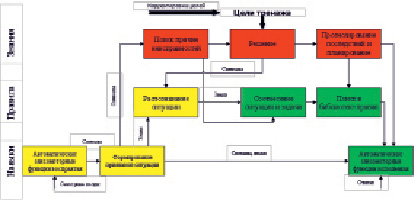
Рис. 1. Деятельность обучаемого в тренинге

Рис. 2. Методика использования учебно-тренировочных средств
Первый уровень, на котором определяются правила, можно представить в виде набора инструкций по порядку действий при возникновении известных (типовых) неисправностей, при этом инструкции фиксируются оператором при накоплении опыта в предыдущих тренажах или содержат новую информацию. При рассмотрении этапов деятельности в отдельности наблюдается преобладание прямой связи. Однако при устранении реальных неисправностей цель (восстановление работоспособного состояния оборудования) достигается посредством последовательности единичных действий, что определяет понимание и анализ возникшей неисправности посредством обратной связи на уровне знаний.
Деятельность человека в современной системе управления технологическими процессами (ТП) можно рассмотреть как поэтапный и непрерывный (идентификация, поиск причин, устранение), а также многоуровневый (навыки, правила, знания) процесс принятия решений. Это определяет принципиальные требования к методике использования УТС и обучения персонала с использованием УТС.
Методика использования учебно-тренировочных средств
Учитывая вышесказанное, методика использования УТС, предназначенных для подготовки специалистов, эксплуатирующих СТС, должна включать планирование процесса обучения с учетом деятельности оператора в тренинге, определения качества составленного плана и непосредственно процесса приобретения знаний и навыков с учетом их начального уровня. Используя разработанные модели процесса обучения (ПО) и процесса выполнения ТП, методику можно представить в виде обобщенной структурно-логической схемы (рис. 2):
1. Определение начального уровня обученности на этапе № 1.
2. Формирование исходных данных о технологическом процессе на этапе № 2.1 и процессе обучения персонала на этапе № 2.2.
3. Зацикливание процесса определения параметров ПО на этапах № 3, 4, 6.
4. Определение параметров ПО на этапе № 5.
5. Сравнение значения целевого показателя полученного в результате моделирования ПО и ТП с заданным значением на этапе № 7.
6. Возврат на этап корректировки данных при несоответствии целевого показателя требованиям на этапе № 8.
7. Процесс обучения по составленному плану на этапе № 9.
В целом предложенная методика позволит формировать план обучения персонала, эксплуатирующего СТС с учетом индивидуальных способностей к освоению теоретических знаний, что позволит выполнить требования по вероятности своевременного завершения ТП, несмотря на возникающие в процессе неисправности и необходимость их устранения.
Расчет параметров процесса обучения
В описанной выше методике наибольший интерес представляет этап № 5, на котором из набора исходных данных о ТП и ПО с помощью моделирования становится возможным расчет целевого показателя процесса обучения, вероятности завершения ТП за заданное время.
Этап определения параметров ПО включает в себя три основных этапа:
– моделирование процесса обучения на основе исходных данных об уровне обученности персонала Wоб и начальном уровне практических навыков Iоб [3] (этапы 1–3);
– моделирование ТП на основе исходных данных о ТП  и данных о ПО, сформированных в процессе моделирования [1] (этап 4);
и данных о ПО, сформированных в процессе моделирования [1] (этап 4);
– вычисление целевого показателя ПО pвз на основе данных о времени завершения ТП  полученных в результате моделирования ТП [1] (этапы 5–7).
полученных в результате моделирования ТП [1] (этапы 5–7).
На рис. 3 представлена структурно-логическая схема определения параметров процесса обучения.
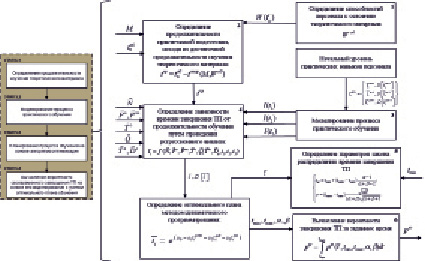
Рис. 3. Структурно-логическая схема определения параметров процесса обучения
Работу методики для наибольшей наглядности представим в виде примера расчета параметров ПО оператора дизель-генераторной установки (ДГУ) электроснабжения удаленного объекта с использованием учебно-тренировочных средств:
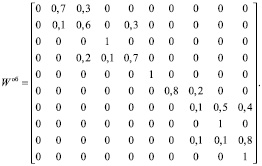
1. Определение способностей личного состава к освоению теоретического материала, используя накопленные экспериментальные данные и их запись в виде матрицы переходных вероятностей [3]:
2. На основании перечня занятий подготовки персонала, эксплуатирующего ДГУ, определим достаточную продолжительность изучения теоретического материала и время, отводимое на практический тренаж [3]:
tпр = 11.
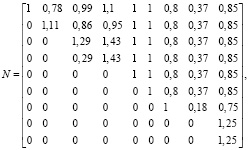
3. Используя статистические данные о процессе практического обучения операторов и известные модели научения [1], наиболее точно описывающие научение идентификации неисправностей, поиску их причин и устранению, произведем моделирование процесса практического научения (рис. 4).
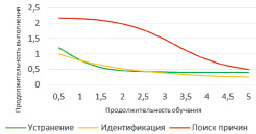
Рис. 4. Закономерности приобретения практических навыков
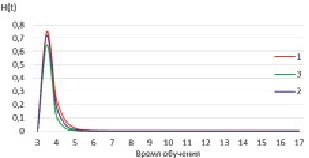
Рис. 5. Плотность распределения вероятностей завершения ТП
4. Определение аналитического выражения методом регрессионного анализа зависимости математического ожидания времени завершения ТП от времени обучения практическим навыкам [7]:

5. Определение оптимального плана обучения. В рассматриваемом случае оптимальное значение очевидно исходя из вида целевой функции и определяется ограничениями (табл. 2).
Таблица 2
Оптимальный план обучения
|
|
|
|
|
|
3 |
6 |
2 |
3,897 |




6. Определение параметров закона распределения времени завершения ТП (табл. 3).
Таблица 3
Параметры закона распределения
|
tmin |
tmax |
α |
β |
|
3 |
18 |
1 |
20 |
7. Вычисление вероятностей завершения ТП за заданное время (табл. 4) и их графическое представление (рис. 5).
Произведя сравнение с требуемыми значениями целевого показателя, можно заключить, что для достижения значения рвз ≥ 0,97 время на процесс обучения необходимо распределить следующим образом (табл. 5).
Таблица 4
Результаты расчета целевого показателя
|
tоб |
tоб теор |
|
рвз |
|
|
1. Без использования методики |
18 |
9 |
4,024 |
0,89 |
|
2. С использованием методики |
18 |
7 |
3,897 |
0,925 |
|
3. С использованием методики |
24 |
7 |
3,72 |
0,97 |

Таблица 5
Результаты работы методики
|
tоб |
tоб теор |
|
рвз |
|
|
С использованием методики |
24 |
7 |
3,72 |
0,97 |

Выводы
Разработана методика, которая позволит повысить уровень обученности эксплуатирующего персонала в существующей системе подготовки с использованием учебно-тренировочных средств, а также определить параметры системы подготовки персонала, необходимые для достижения заданного целевого показателя за счет формирования плана обучения персонала с учетом индивидуальных способностей к освоению теоретических знаний и практических навыков. Что, в свою очередь, позволит провести обучение эксплуатирующего персонала с достаточным качеством.
Библиографическая ссылка
Боровиков И.Г., Вивчарь Р.М., Волков Н.А., Пачин А.В. МЕТОДИКА ИСПОЛЬЗОВАНИЯ УЧЕБНО-ТРЕНИРОВОЧНЫХ СРЕДСТВ ПОДГОТОВКИ ТЕХНОЛОГИЧЕСКОГО ПЕРСОНАЛА // Современные наукоемкие технологии. 2019. № 3-1. С. 93-99;URL: https://top-technologies.ru/en/article/view?id=37448 (дата обращения: 03.07.2026).