


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
PHYSICO-CHEMICAL PROPERTIES OF FLUX, DIETHYLDIBENZYLAMMONIUM BROMIDE, FOR LOW-TEMPERATURE SOLDER PASTES

Поверхностный монтаж – технология изготовления электронных устройств, а также связанные с данной технологией методы конструирования печатных узлов [1].
Целью технологии является качественный результат пайки с максимальной повторяемостью. Это основные требования при крупносерийном и мелкосерийном производстве [1].
Выбор материалов для пайки является самым сложным, так как необходимо подобрать паяльную пасту, соответствующую требованиям технологии поверхностного монтажа [2].
Флюс, являясь компонентом паяльной пасты, обеспечивает прохождение процесса пайки.
Целью данной работы является исследование физико-химических свойств флюса, бромида диэтилдибензиламмония, для низкотемпературных паяльных паст.
Материалы и методы исследования
В качестве флюса для низкотемпературной паяльной пасты использовали бромид диэтилдибензиламмония [N (C2H5)2(C6H5СН2)2]Br [3].
Комплексный термический анализ бромида диэтилдибензиламмония проведен с помощью cинхронного термоанализатора STA 449 Jupiter (фирмы NETZSCH), сочетающего одновременное измерение изменений массы (термогравиметрия) и тепловых потоков (дифференциальная сканирующая калориметрия) и совмещенного с квадрупольным масс-спектрометром QMS 403 Aeolos (фирмы NETZSCH) для анализа газов, выделяющихся при нагревании образцов. Использовался платина/платино-родиевый держатель (TG-DSC cенсор типа S) в сочетании с корундовыми (Al2O3) тиглями c проколотыми крышками [4–6]. Флюс, бромид диэтилдибензиламмония, подвергался нагреванию от температуры 40 °С до 600 °С по температурной программе со скоростью 5 град/мин, в динамической атмосфере аргона (скорость потока газа: 30 мл/мин.) [5].
Квадрупольный масс-спектрометр (ионизация электронным ударом) подключен к STA с помощью линии подачи газов с постоянной температурой 230 °С. Масс-спектрометр QMS 403 позволяет определить массовые числа от 1 до 300 а.е.м. Данные, полученные с масс-спектрометра, программно объединены с данными STA системы [4–6].
Результаты исследования и их обсуждение
Паяльная паста представляет собой суспензию порошка припоя в флюсующей связующей [7].
Без флюса пайка становится невозможной [8]. Даже незначительное окисление предотвращает нормальное смачивание места пайки.
Флюс – компонент паяльных паст должен хорошо растворяться в органической связке; не взаимодействовать с порошком припоя при хранении пасты; проявлять химическую активность при температуре пайки; обладать возможно меньшими коррозионным воздействием и токсичностью [1].
Механизм действия флюса заключается в том, что окисные пленки металла и припоя растворяются или разрыхляются и всплывают на поверхности флюса. На поверхности очищенного (активированного) металла образуется защитный слой флюса, препятствующий возникновению новых окисных пленок и загрязнений (если сам флюс не разлагается при перегреве). Жидкий припой должен замещать флюс и взаимодействовать с основным металлом. Поэтому смачиваемость припоем спаиваемых поверхностей должна быть больше, чем у флюса [9].
Химическая активность флюса, используемого в технологии поверхностного монтажа, должна проявляться только при температуре пайки. При температурах эксплуатации аппаратуры флюс должен быть нейтральным и некоррозионноактивным [9].
Термический анализ показал, что бромид диэтилдибензиламмония химически активен при рабочих температурах оплавления низкотемпературных паяльных паст 140–250 °С (рис. 1).
Дополнительное требование к флюсу состоит в том, что он не должен образовывать агрессивных паров, которые, конденсируясь на компонентах печатных плат, вызывают коррозию металлических поверхностей и влияют на работу электронной аппаратуры [9].
Для определения продуктов термодеструкции бромида диэтилдибензиламмония был проведен его термический масс-спектрометрический анализ в инертной атмосфере.
При нагревании бромида диэтилдибензиламмония в интервале 140–250 °С происходит полное разложение четвертичной аммониевой соли с потерей 99 % исходной массы (рис. 1).
Этот процесс описывается на кривой DSC сдвоенным эндотермическим эффектом с максимумами при температурах 174,4 °С и 185,1 °С. Энтальпия разложения бромида диэтилдибензиламмония составила DН = 555,50 ± 0,01 Дж/г.
Результаты масс-спектрометрического анализа (рис. 2) показали, что разложение бромида диэтилдибензиламмония начинается с отщепления от молекулярного иона бензильных заместителей С6Н5СН2+ (m/z 91) с образованием третичного (m/z 163) или вторичного (m/z 73) аминов, с последующим отщеплением этильного заместителя C2H5+ (m/z 29) и элиминированием молекулы этилена (m/z 28) по схеме 1.
Кроме того, в масс-спектре разложения бромида диэтилдибензиламмония зафиксированы различные углеводороды: этан (m/z 30), бутан (m/z 58), бутен (m/z 56) – продукты рекомбинации отщепляющихся этильных заместитетелей, ацетилен (m/z 26) – продукт перегруппировки бензильного катиона, который, в свою очередь, распадается с отщеплением ацетилена:
В масс-спектре продуктов разложения бромида диэтилдибензиламмония присутствуют также бромсодержащие осколочные ионы с m/z 81, 82, 96, 110.
Остатки флюсующего связующего после пайки должны быть нейтральными и не вызывать коррозию электронной аппаратуры.
В процессе оплавления паяльной пасты основная часть флюсующего связующего испаряется и выгорает, оставшаяся же часть должна быть некоррозионной и непроводящей. На коррозионную активность флюс-связка после оплавления была проверена на медных пластинках в камере влаги: температура (40 ± 2) °С, время 21 день, влажность (93 ± 3) % [10]. Полученные результаты показали, что оставшаяся часть после оплавления флюса-связки некоррозионноактивна [11]. Удельное объемное сопротивление оставшейся части после оплавления и выдержки ее в камере влаги составило в среднем 1,7×1013 Ом×м [3].
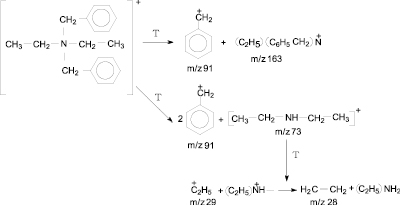
Схема 1. Разложение катиона диэтилдибензиламмония при нагревании в инертной атмосфере

Схема 2. Распад бензильного катиона
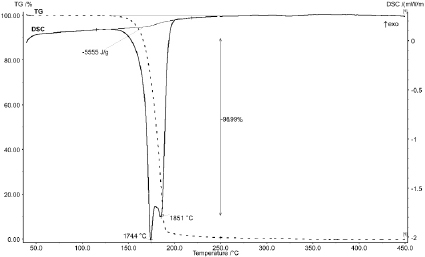
Рис. 1. Кривые TG и DSC для бромида диэтилдибензиламмония при нагревании в инертной атмосфере
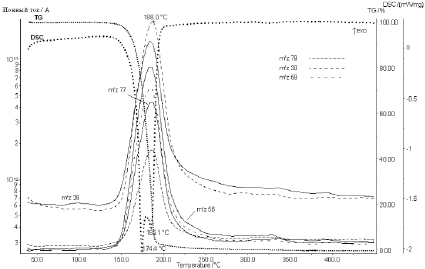
Рис. 2. Фрагмент масс-спектра бромида диэтилдибензиламмония при нагревании в инертной атмосфере
После пайки остатки флюсующего связующего, полиэфирной смолы, защищают металлические поверхности от контакта с окружающей средой. Полиэфирная смола является хорошим диэлектриком, но при этом она чувствительна к внешним воздействиям и разрушается при температурных колебаниях. Разрушение полиэфирной смолы приводит к попаданию на поверхность печатных плат продуктов термодеструкции, которые обладают проводимостью и вызывают коррозию при соприкосновении с влагой.
Считается, что безотмывочные пасты не должны содержать галогенов. Однако в процессах без отмывки после пайки можно использовать и галогенсодержащие пасты, ибо вопрос «мыть или не мыть?» следует решать только исходя из требований надежности готового продукта [7].
Заключение
Комплексным термическим анализом установлено, что флюс бромид диэтилдибензиламмония в интервале температур 50–140 °С химически активен и не изменяет состав при нагревании. С повышением температуры от 140 до 250 °С происходит полное разложение бромида диэтилдибензиламмония с потерей 99 % исходной массы.
Масс-спектрометрическим анализом показано, что при разложении бромида диэтилдибензиламмония не образуется агрессивных паров, обладающих коррозионным воздействием на электронную аппаратуру.
Оставшаяся часть флюса-связки после пайки является некоррозионноактивной и непроводящей, что позволяет исключить стадию отмывки печатных плат и их ремонт, что снижает трудоемкость при изготовлении электронных устройств.
Библиографическая ссылка
Полежаева Н.И., Ромулов А.В. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ФЛЮСА, БРОМИДА ДИЭТИЛДИБЕНЗИЛАММОНИЯ, ДЛЯ НИЗКОТЕМПЕРАТУРНЫХ ПАЯЛЬНЫХ ПАСТ // Современные наукоемкие технологии. 2017. № 10. С. 45-49;URL: https://top-technologies.ru/en/article/view?id=36826 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.36826