


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
THE FEASIBILITY STATEMENT OF SEWAGE NEUTRALIZATION UPGRADED SCHEME OF GALVANIC SHOP OF MACHINE-BUILDING ENTERPRISE

В последние десятилетия невозможно использовать пресную воду без очистки и обеззараживания. Поэтому повсеместно ведутся интенсивные исследования по созданию новых, эффективных способов очистки и диагностики водной среды, в том числе по глубокой очистке и доочистке сточных вод перед сбросом их в поверхностные водоемы. Промышленные сточные воды загрязнены в основном отходами и выбросами производства, многие из которых относятся к техногенным ресурсам и материалам, одновременно являясь серьезным источником загрязнения грунтовых вод [2, 7].
Количественный и качественный состав их разнообразен и зависит от отрасли промышленности, ее технологических процессов. Требования к качеству сточных вод также различны и зависят от того, что произойдет с ними дальше, будут ли они использованы повторно, предназначаются ли они для сброса в городские очистные сооружения или поверхностные водоемы [5, 6].
Машиностроение имеет многоотраслевую структуру (тяжелое, электротехническое, радиоэлектронное, транспортное машиностроение), и каждой из отраслей присущи свои экологические особенности: состав и количество отходов, токсичность загрязнений, режим их сбросов, выбросов и т.п. [1].
Ключевыми и крайне опасными источниками загрязнения окружающей среды являются сточные воды гальванических цехов машиностроительных предприятий. Гальваническое производство – одно из самых опасных производств, использующее такие технологические процессы, как никелирование, цинкование, хромирование, серебрение, меднение и другие [13].
В гальванических процессах для обработки и промывания деталей используется большой объем воды. Если рабочие растворы (электролиты), после окончания технологического процесса, сбрасывать в виде неочищенных стоков, то в окружающую среду попадут опаснейшие вещества – ртуть, свинец, кадмий, висмут, никель, цинк, медь, хром, кобальт и др. В районе рек, на берегу которых расположены большие машиностроительные предприятия, можно обнаружить ионы тяжелых металлов. Упомянутые загрязняющие вещества признаны сильными экотоксикантами, что обусловливает недопустимость превышения установленных значений предельно допустимых концентраций их содержания, в сточных водах предприятий [3, 8, 13].
К наиболее приемлемым способам обеспечения защиты окружающей природной среды от негативного воздействия гальванических производств является очистка сточных вод от взвешенных и растворимых химически вредных веществ, а также внедрение бессточных схем оборотного водоснабжения, позволяющих обеспечить локальную очистку промывных вод с последующим их возвратом в технологический процесс [3].
В настоящее время в г. Калуге функционирует около двух десятков предприятий отрасли машиностроения. Большинство очистных сооружений сточных вод, действующих на данных объектах, были построены в 1960–1980 гг. Так как модернизация очистных сооружений не проводилась, их потенциал значительно понизился. Например, на исследуемом предприятии, построенном в 1966 г., используется схема очистки сточных вод, представленная на рис. 1.
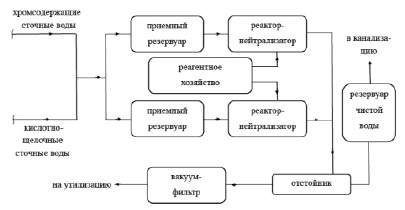
Рис. 1. Действующая технологическая схема
Из гальванического цеха хромсодержащие и кислотно-щелочные сточные воды по двум трубопроводам самотёком направляются в колодцы, после чего смешиваются в трубопроводе, идущем к станции нейтрализации, и образуют общий поток.
Достигнув помещения станции нейтрализации, общий поток, содержащий тяжёлые металлы, такие как медь, цинк, никель, железо и хром, направляется в реакторы-нейтрализаторы, в которых одновременно происходит реагентная обработка. В качестве реактивов на станции используются гашёная известь (Ca(OH)), сульфат натрия (Na2SO4) и серная кислота (H2SO4).
Пройдя обработку в реакторах-нейтрализаторах, очищенная вода поступает в отстойник, откуда собирается желобом и отправляется на городские очистные сооружения, а шлам, появившийся в результате отстаивания, поступает в шламоуплотнитель.
Когда обработка в шламоуплотнителе финализирована, шлам перекачивают на вакуум-фильтрацию для дальнейшего обезвоживания, после чего он упаковывается в полиэтиленовые пакеты и вывозится в ОАО «Регионцентрэкология».
В табл. 1 приведены проектные нормативы на сброс гальванического стока, прошедшего станцию нейтрализации, установленные при запуске предприятия в эксплуатацию, предельные нормативы концентраций некоторых тяжёлых металлов в стоках, сбрасываемых предприятиями в городскую канализацию, установленные в 2015–2016 гг., а также концентрации каждого компонента стока от очистных сооружений станции нейтрализации [9].
Таблица 1
Сравнительная таблица концентраций тяжёлых металлов в сточных водах, сбрасываемых в городскую канализацию [13]
|
Вещество, мг/л |
Cu2+ |
Zn2+ |
Ni2+ |
Cr3+ |
Fe (общ) |
|
Проектные нормативы на сброс |
0,5 |
1,0 |
0,5 |
2,5 |
1,98 |
|
Действующие нормативы на сброс |
0,0026 |
0,0036 |
0,012 |
0,029 |
1,98 |
|
Концентрация загрязняющих веществ в стоке перед сбросом в городскую канализацию |
0,015 |
0,258 |
0,012 |
0,245 |
0,339 |
Сравнив показатели в табл. 1, можно сделать вывод, что по некоторым веществам, таким как медь, цинк, никель и хром, имеется существенное превышение допустимых концентраций.
Одним из путей решения данной проблемы является модернизация станции нейтрализации гальванического цеха путём внедрения новой схемы очистки сточных вод с применением системы оборотного водоснабжения, согласно НДТ.
Для модернизации действующей технологической схемы условно разделим сточные воды предприятия на 2 потока: хромсодержащие и кислотно-щелочные сточные воды с производительностью 80 м3/сут и 120 м3/сут, соответственно.
Хромсодержащие сточные воды включают в себя Cr(VI) в количестве 46,395 мг/л, который необходимо нейтрализовать до Cr(III).
Кислотно-щелочной сток содержит тяжёлые металлы в следующих концентрациях: Cu – 0,22 мг/л, Zn – 50,75 мг/л, Fe(III) – 7,22 мг/л, Ni – 0,17 мг/л. Также в стоке присутствуют взвешенные вещества.
Принципиальная (модернизированная) схема очистки сточных вод представлена на рис. 2.
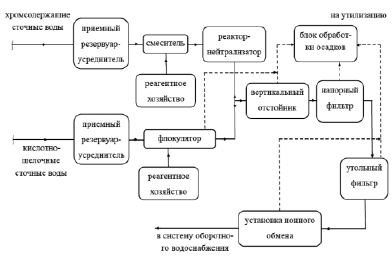
Рис. 2. Принципиальная (модернизированная) схема очистки сточных вод
Хромсодержащие сточные воды поступают в приёмный резервуар-усреднитель, где накапливаются в течение некоторого времени. Далее они направляются в смеситель, куда в то же время добавляется Na2SO3 и Ca(OH)2. В реакторе-нейтрализаторе происходит нейтрализация шестивалентого хрома до трёхвалентного.
Кислотно-щелочной поток поступает в приёмный резервуар-усреднитель, где накапливается в течение того же времени, что и хромсодержащие сточные воды. Далее поток направляется во флокулятор, куда также подаётся CaO.
Далее первый и второй потоки смешиваются, образуя третий поток, который направляется в вертикальный отстойник. После отстойника очищаемый поток поступает в напорный фильтр, а после него – в угольный.
Завершающим этапом очистки является ионообменная установка, после которой степень очистки исследуемого потока удовлетворяет требованиям, предъявляемым к оборотному водоснабжению.
В табл. 2 представлена степень очистки в процентах для каждого аппарата по каждому загрязняющему веществу II (кислотно-щелочного) и III (общего) потоков.
Таблица 2
Степень очистки (в %) для каждого аппарата по каждому загрязняющему веществу
|
Аппараты |
Степень очистки от заданных веществ, % |
|||||
|
Взвешенные в-ва |
Медь |
Цинк |
Железо |
Никель |
Хром (III) |
|
|
Флокулятор |
80 |
60 |
80 |
80 |
80 |
– |
|
Фильтр напорный |
70 |
70 |
70 |
70 |
70 |
70 |
|
Фильтр угольный |
75 |
75 |
75 |
75 |
75 |
75 |
|
Отстойник вертикальный |
70 |
30 |
30 |
30 |
30 |
30 |
|
Ионообменная установка |
99 |
99 |
99 |
99 |
99 |
99 |
Предлагаемые аппараты высокоэффективны и концентрации всех загрязняющих веществ на выходе не превышают установленных ПДК. В табл. 3 представлены концентрации загрязняющих веществ в мг/л для каждого аппарата и по каждому загрязняющему веществу после очистки на модернизированной станции нейтрализации.
Таблица 3
Концентрации загрязняющих веществ в воде после очистки
|
Аппараты |
Концентрация вещества, мг/л. |
|||||
|
Взвешенные в-ва |
Медь |
Цинк |
Железо |
Никель |
Хром (III) |
|
|
Флокулятор |
67,4 |
0,04 |
10,29 |
1,42 |
0,03 |
– |
|
Фильтр напорный |
14,15 |
0,008 |
2,16 |
0,297 |
0,006 |
9,74 |
|
Фильтр угольный |
3,6 |
0,002 |
0,54 |
0,07 |
0,0015 |
2,43 |
|
Отстойник вертикальный |
47,18 |
0,028 |
7,2 |
0,99 |
0,02 |
32,48 |
|
Ионообменная установка |
0,036 |
0,00002 |
0,0054 |
0,0007 |
0,00001 |
0,02 |
Проанализировав исходные значения концентраций загрязняющих веществ и данные, полученные в результате расчёта эффективности очистки воды посредством указанных в схеме аппаратов, было установлено, что концентрации загрязняющих веществ на выходе удовлетворяют требованиям, предъявляемым к воде, выпускаемой в систему оборотного водоснабжения (табл. 4).
Таблица 4
Концентрации загрязняющих веществ на выходе из системы
|
Загрязняющее в-во |
Норматив на подачу в систему оборотного водоснабжения, мг/л |
Содержание, мг/л |
|
Цинк |
1,0 |
0,02 |
|
Никель |
0,12 |
0,00006 |
|
Медь |
0,3 |
0,00007 |
|
Железо |
0,02 |
0,003 |
|
Взвесь |
8,0 |
2,7 |
|
Хром (III) |
0,5 |
0,097 |
|
Хром (VI) |
0 |
0 |
Экологизация хозяйственной деятельности – это процесс постоянного и неуклонного внедрения систем управленческих, технологических и других решений, позволяющих повышать эффективность использования естественных ресурсов при улучшении или хотя бы при неизменности качества природной среды [12].
Внедрение предлагаемой схемы, благодаря введению системы оборотного водоснабжения, позволит:
– исключить сброс загрязнённых сточных вод в окружающую среду;
– повысить эффективность очистки сточных вод;
– привести систему очистки в соответствие с требованиями НДТ [11];
– уменьшить экологические платежи, предусмотренные за негативное воздействие на окружающую среду [10];
– обеспечит более рациональное использование производственных площадей предприятия.
Для оценки экономической привлекательности модернизации были приняты следующие условия [4]:
– производственная мощность очистных сооружений 200000 м3/год;
– капитальные затраты составляют 1872407,6 руб. и включают в себя общую стоимость оборудования (1337434 руб.), затраты на доставку составят (133743,4 руб.), затраты на монтаж составят (401230,2 руб.);
– общая заработная плата составляет 759855,6 руб.;
– стоимость потребляемой электроэнергии составляет 82080 руб/год;
– цена за сброс каждого из загрязняющих веществ в концентрациях, превышающих предельно допустимые, соответственно: цинк – 4350 руб/т, медь – 12100 руб/т, взвешенные вещества – 1830 руб/т, хром трёхвалентный – 19675 руб/т.;
– индекс-дефлятор составляет 1,073;
– предотвращённый эколого-экономический ущерб составляет 1437889 руб.;
– срок окупаемости проекта – 1,3 года.
Таким образом, рассмотренный вариант реализации проекта с учётом сделанных при выполнении расчётов предпосылок можно считать умеренно-пессимистическим. Проведённый анализ денежных потоков по проекту свидетельствует о реальности его финансовой реализуемости. Проект имеет высокие значения показателей коммерческой эффективности и приемлемый срок окупаемости. Значения показателей текущей деятельности высоки.
Преимуществом разработанной схемы является то, что вследствие подбора аппаратов похожей конфигурации удалось обеспечить унификацию производства и экономию площади, занимаемую сооружениями очистки. Реагенты, предложенные для очистки сточных вод предприятия, имеют приемлемую стоимость и доступность.
Библиографическая ссылка
Никулина С.Н., Морозенко М.И., Шуберт В.В., Черняев С.И. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ МОДЕРНИЗИРОВАННОЙ СХЕМЫ НЕЙТРАЛИЗАЦИИ СТОЧНЫХ ВОД ГАЛЬВАНИЧЕСКОГО ЦЕХА МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ // Современные наукоемкие технологии. 2017. № 5. С. 45-49;URL: https://top-technologies.ru/en/article/view?id=36665 (дата обращения: 16.07.2026).