


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
PREPARATION OF COMPOSITE FIBRO DISPERSION- REINFORCED ASPHALT MIXTURES WITH DIFFERENT WAYS MAKING OF Fibro POLYCRYLONITRILE FIBER IN THE MIX

В транспортном строительстве широко используется такой материал, как асфальтобетон, который эксплуатируется в сложных климатических условиях под воздействием динамической и статической нагрузки, деформаций и т.д. Асфальтобетоны подвержены трещинообразованию, шелушению, выкрашиванию, образованию колей, волн и впадин. Способом повышения устойчивости асфальтобетона к внешним нагрузкам является введение в его состав волокон и нитей. Введение в асфальтобетонную смесь небольших по размеру (дискретных) элементов позволяет добиться их равномерного распределения (дисперсии) в смеси и получить «композитный» материал с более высокими физико-механическими показателями в готовом конструктивном элементе [1]. Исходя из технико-экономических соображений для повышения устойчивости асфальтобетонных покрытий к колееобразованию применяется фибра из углеродных нитей.
В России действуют методические рекомендации по армированию асфальтобетонных покрытий базальтовыми волокнами (фиброй) [2]. Но при этом базальтовая фибра широкого применения не получила. По результатам исследований основной проблемой использования фибры из различных волокон в асфальтобетонных смесях является отсутствие технологии (способа) введения фибры в состав смеси. В России широкого опыта изготовления на асфальтобетонных заводах смесей с фиброй на сегодняшний момент нет. Также отсутствует опыт изготовления асфальтобетонных смесей с добавками фибры на серийно выпускаемых смесителях асфальтобетонных заводов.
С учётом этого в настоящей работе приготовление композиционных дисперсно-армированных асфальтобетонных смесей осуществлялось в лабораторной мешалке, принцип действия которой аналогичен смесителю асфальтобетонного завода, с вращающими горизонтально расположенными валами с лопатками. На рис. 1 показано фото лабораторной мешалки, работающей по типу смесителей асфальтобетонного завода.
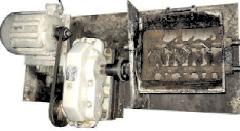

а б
Рис. 1. Мешалка лабораторная (с горизонтально расположенными валами с лопатками: а – общий вид; б – рабочая камера
Для опробования различных способов внесения использована полиакрилонитрильная фибра 0,56 текс с длиной нарезки 12 мм. Содержание полиакрилонитрильной фибры в смеси принято 0,1 % в массе смеси. Для исследований с целью сопоставления результатов испытаний физико-механических свойств также была изготовлена исходная асфальтобетонная смесь без добавок.
При выполнении исследований были опробованы следующие способы внесения полиакрилонитрильной фибры при приготовлении композиционных дисперсно-армированных асфальтобетонных смесей:
1. При введении предварительно приготовленной смеси минерального порошка и полиакрилонитрильной фибры. Готовая смесь минерального порошка и полиакрилонитрильной фибры вносилась сразу всей навеской в мешалку с вращающимися лопастями, затем вносились разогретые компоненты минеральной части смеси и перемешивались, затем вводилось разогретое вяжущее и всё перемешивалось до однородного состояния.
2. При введении предварительно вспушённой полиакрилонитрильной фибры. Полиакрилонитрильную фибру вспушивали с использованием воздуходувки ECHO ES-2100, взвешивали и вносили сразу всей навеской на перемешиваемый и разогретый минеральный материал, компоненты перемешивались, затем вводилось разогретое вяжущее и всё перемешивалось до однородного состояния. На рис. 2 показано фото предварительно вспушенной полиакрилонитрильной фибры.
3. При введении не вспушенной (из кипы) полиакрилонитрильной фибры полиакрилонитрильную фибру извлекали (пучком) из мешка, взвешивали и вносили сразу всей навеской на перемешиваемый и разогретый минеральный материал, компоненты перемешивались, затем вводилось разогретое вяжущее и всё перемешивалось до однородного состояния.

Рис. 2. Полиакрилонитрильная фибра, предварительно вспушённая в установке
4. При вдувании вспушённой полиакрилонитрильной фибры с использованием серийно выпускаемой воздуходувки ECHO ES-2100. Полиакрилонитрильную фибру извлекали из мешка, взвешивали (из расчета на замес), помещали в мешок, соединённый с воздухозаборником воздуходувки. Далее воздуходувка запускалась и происходило одновременное вспушивание и вдувание полиакрилонитрильной фибры на перемешиваемый разогретый каменный материал. Компоненты перемешивались, затем вводилось разогретое вяжущее и всё перемешивалось до однородного состояния.
После приготовления композиционных дисперсно-армированных асфальтобетонных смесей из них изготовлялись и испытывались контрольные образцы по ГОСТ 12801-98 [3], на которых определялись следующие показатели: средняя плотность, водонасыщение, прочность при 50 °С и сдвигоустойчивость. Для сравнения полученных результатов выполнялись также лабораторные испытания исходных асфальтобетонных смесей, приготовленных без добавления фибры. Полученные результаты сравнивались с требованиями к асфальтобетонной смеси марки I типа Б по ГОСТ 9128 [4] и между собой. Результаты лабораторных испытаний приведены в табл. 1–4.
По результатам испытаний композиционных дисперсно-армированных асфальтобетонных смесей, изготовленных при различных способах внесения полиакрилонитрильной фибры, можно сделать выводы, что введение фибры в состав смеси приводит к увеличению плотности слоя, то есть для получения слоя заданной плотности и толщины потребуется большее количество композиционной дисперсно-армированной асфальтобетонной смеси, в сравнении с обычными асфальтобетонными смесями. Это означает, что при одинаковой работе на уплотнение композиционные дисперсно-армированные асфальтобетонные смеси уплотняются лучше, и в производственных условиях потребуется меньшее количество проходов катка для достижения необходимой плотности слоя. Наиболее близкая к исходной смеси, средняя плотность уплотнённого материала, при внесении полиакрилонитрильной фибры в предварительно приготовленной смеси с минеральным порошком. Наибольшая плотность у смесей, приготовленных при внесении полиакрилонитрильной фибры в плотном и вспушённом состоянии (сразу всей навеской). Среднее значение у смеси, приготовленной при вдувании полиакрилонитрильной фибры воздуходувкой. Наилучшие результаты при внесении полиакрилонитрильной фибры в смеси с минеральным порошком и вдуванием воздуходувкой.
Таблица 1
Зависимость средней плотности уплотнённого материала от способа внесения полиакрилонитрильной фибры при приготовлении композиционной дисперсно-армированной асфальтобетонной смеси
|
Средняя плотность уплотнённого материала из смеси, г/см3 |
|||||
|
Требования ГОСТ 9128-2013 к марке I по типу Б |
Асфальтобетон марки I тип Б без добавок фибры |
Композиционный дисперсно-армированный асфальтобетон при различном способе внесения фибры в смеситель по типу АБЗ |
|||
|
от |
до |
Способ внесения полиакрилонитрильной фибры длиной нарезки 12 мм |
|||
|
Не нормируется |
2,42 |
В смеси с МП затем остальное |
2,43 |
||
|
Вспушенной |
2,46 |
||||
|
Плотной |
2,46 |
||||
|
Вдуванием вспушенной |
2,44 |
||||
Таблица 2
Зависимость водонасыщения от способа внесения полиакрилонитрильной фибры при приготовлении композиционных дисперсно-армированных асфальтобетонных смесей
|
Водонасыщение, % |
|||||
|
Требования ГОСТ 9128-2013 к марке I типу Б |
Асфальтобетон марки I тип Б без добавок фибры |
Композиционный дисперсно-армированный асфальтобетон при различном способе внесения фибры в смеситель по типу АБЗ |
|||
|
от |
до |
Способ внесения полиакрилонитрильной фибры длиной нарезки 12 мм |
|||
|
1,5–4,0 |
2,0 |
В смеси с МП затем остальное |
1,60 |
||
|
Вспушенной |
1,60 |
||||
|
Плотной |
1,90 |
||||
|
Вдуванием вспушенной |
1,60 |
||||
По результатам испытаний композиционных дисперсно-армированных асфальтобетонных смесей, изготовленных при различных способах внесения полиакрилонитрильной фибры, можно сделать выводы, что введение полиакрилонитрильной фибры в состав смеси приводит к уменьшению водонасыщения. Очевидно, это связано с большей плотностью композиционного дисперсно-армированного асфальтобетона, уменьшением количества пор и, как следствие уменьшением водонасыщения. Большие значения водонасыщения имеет композиционный дисперсно-армированный асфальтобетон, изготовленный при внесении полиакрилонитрильной фибры в плотном состоянии, что связано с менее качественным перемешиванием и наличием небольших сгустков и как следствие, пор.
По результатам испытаний композиционных дисперсно-армированных асфальтобетонных смесей, изготовленных при различных способах внесения полиакрилонитрильной фибры, можно сделать выводы, что прочность образцов при 50 °С зависит от способа внесения фибры. Улучшение этого показателя (примерно на 0,4 МПа) произошло при вдувании полиакрилонитрильной фибры воздуходувкой, при остальных способах внесения показатель улучшился только на 0,2 МПа.
По результатам испытаний композиционных дисперсно-армированных асфальтобетонных смесей установлено что показатель сдвигоустойчивости при введении в асфальтобетонные смеси улучшается на 8–11 %, увеличивается коэффициент внутреннего трения, очевидно, сцепление между нитями фибры и каркасными зёрнами смеси улучшено, за счет лучшего «опутывания» нитями зёрен смеси. Лучшие показатели значения показателя сдвигоустойчивости по коэффициенту внутреннего трения получены при внесении полиакрилонитрильной фибры вдуванием.
Таблица 3
Зависимость прочности образцов при 50 °С от способа внесения полиакрилонитрильной фибры при приготовлении композиционных дисперсно-армированных асфальтобетонных смесей
|
Прочность образцов при 50 °С, МПа |
|||||
|
Требования ГОСТ 9128-2013 к марке I типу Б |
Асфальтобетон марки I тип Б без добавок фибры |
Композиционный дисперсно-армированный асфальтобетон при различном способе внесения фибры в смеситель по типу АБЗ |
|||
|
от |
до |
Способ внесения полиакрилонитрильной фибры длиной нарезки 12 мм |
|||
|
1,3 |
1,5 |
В смеси с МП, затем остальное |
1,7 |
||
|
Вспушенной |
1,7 |
||||
|
Плотной |
1,7 |
||||
|
Вдуванием вспушенной |
1,9 |
||||
Таблица 4
Зависимость сдвигоустойчивости по коэффициенту внутреннего трения от способа внесения полиакрилонитрильной фибры при приготовлении композиционных дисперсно-армированных асфальтобетонных смесей
|
Сдвигоустойчивость по коэффициенту внутреннего трения |
|||||
|
Требования ГОСТ 9128-2013 к марке I типу Б |
Асфальтобетон марки I тип Б без добавок фибры |
Композиционный дисперсно-армированный асфальтобетон при различном способе внесения фибры в смеситель по типу АБЗ |
|||
|
от |
до |
Способ внесения полиакрилонитрильной фибры длиной нарезки 12 мм |
|||
|
0,83 |
0,83 |
В смеси с МП, затем остальное |
0,90 |
||
|
Вспушенной |
0,90 |
||||
|
Плотной |
0,90 |
||||
|
Вдуванием вспушенной |
0,92 |
||||
Обобщая результаты выполненных исследований можно сделать вывод, что наиболее качественную смесь с лучшими физико-механическими показателями можно получить при вдувании полиакрилонитрильной фибры воздуходувкой. Смесь, приготовленная таким образом, имеет стабильные показатели водонасыщения с улучшенными прочностными показателями. Основываясь на результатах выполненных исследований, установлено, что способ вдувания полиакрилонитрильной фибры в мешалку асфальтобетонного завода будет способствовать получению композиционных дисперсно-армированных асфальтобетонных смесей с улучшенным комплексом показателей физико-механических свойств, что будет также способствовать увеличению сроков службы дорожных покрытий из композиционного дисперсно-армированного асфальтобетона.
Библиографическая ссылка
Андронов С.Ю. ПРИГОТОВЛЕНИЕ КОМПОЗИЦИОННОЙ ДИСПЕРСНО-АРМИРОВАННОЙ АСФАЛЬТОБЕТОННОЙ СМЕСИ С РАЗЛИЧНЫМИ СПОСОБАМИ ВНЕСЕНИЯ ФИБРЫ ИЗ ПОЛИАКРИЛОНИТРИЛЬНОГО ВОЛОКНА В СМЕСЬ // Современные наукоемкие технологии. 2016. № 4-1. С. 9-13;URL: https://top-technologies.ru/en/article/view?id=35765 (дата обращения: 01.07.2026).