


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
TORSION IN PROCESSES OF PIPES’ DRAWING

Одним из перспективных путей совершенствования процессов волочения труб является использование комбинированной нагрузки, совмещающей растягивающие тянущие усилия РВ с крутящим моментом М, расположенным в плоскости, перпендикулярной оси волочения. В связи с этим особый интерес представляет разработка и внедрение процессов волочения труб, конструирование технологического инструмента, в которых используется активное действие сил кручения [2].
Вопросам использования кручения в процессах волочения труб уделяется все большее внимание, рис.1. Анализ публикаций по годам показывает, что в период 1986-2005 годы наибольшее количество публикаций в технической литературе имело место в 1986-1987 годах. В последующие годы падение промышленного производства труб в России повлекло за собой сокращение числа публикаций.
Впервые процесс волочения через принудительно вращаемые волоки в плоскости, перпендикулярной оси канала предложен в 1931 году Заксом и Линикусом для определения коэффициента трения [3]. В дальнейшем этот процесс был рекомендован А.Л. Тарнавским, В.Ф. Исуповым, Н.З. Днестровским и др. для снижения тегового усилия РВ по сравнению с простым волочением [4-6], что позволяет увеличить вытяжку за один проход, обеспечить равномерный износ волочильного канала. Вместе с тем, для получения ощутимого эффекта в снижении усилия волочения волоке необходимо сообщить очень большое число оборотов, что в настоящее время является сложной технической
задачей [7].
В процессах волочения труб наблюдается большая кривизна («саблевидность»), которая устраняется последующей операцией правки труб. Для существенного уменьшения кривизны предложен процесс волочения труб с кручением, рис. 2. [8].
Трубная заготовка 1 протягивается через овальную волоку 3, удерживающую заготовку от поворота и рабочую волоку 4, закрепленные в волокодержателе 2 болтами 5. крутящий момент М прикладывается к протянутой трубе за счет вращения захвата 6, установленного на тележке волочильного стана 7. каждая точка изделия на участке между волокой 4 и захватом 6 перемещается по винтовой линии в осевом направлении со скоростью ![]() ,где ω - угловая скорость вращения захвата, ρ - расстояние от оси волочения до рассматриваемой точки. Благодаря закручиванию предотвращается искривление протянутой трубы.
,где ω - угловая скорость вращения захвата, ρ - расстояние от оси волочения до рассматриваемой точки. Благодаря закручиванию предотвращается искривление протянутой трубы.
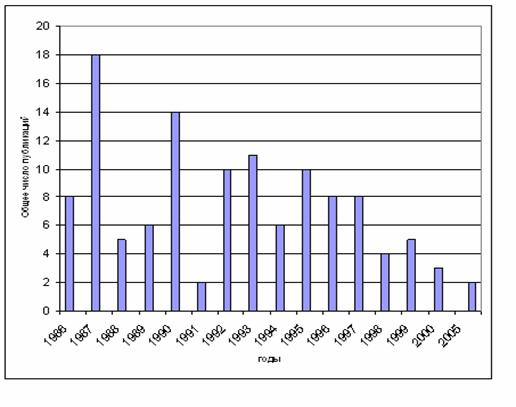
Рис. 1. Динамика числа публикаций по использованию кручения в процессах волочения по годам
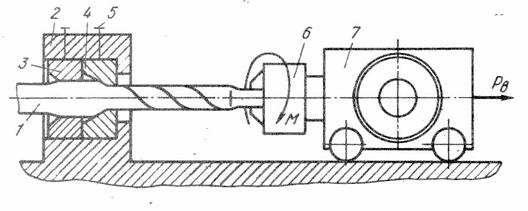
Рис. 2. Схема процесса волочения труб с кручением
Пластическое закручивание труб в процессах волочения обеспечивает практически одинаковые механические свойства в продольной и поперечном направлениях из-за винтового расположения волокон. Это позволяет увеличить прочность элементов конструкций, работающих при эксплуатации на сдвиг за счет деформационной анизотропии металлов [9].
Одним из процессов изготовления труб с наружным или внутренним спиральным оребрением, получивших широкое применение в теплообменной и холодной аппаратуре, является процесс волочение труб с прямыми продольными ребрами с одновременным скручиванием их на требуемый шаг спирали.
В работе [10] в тонкостенную трубу с наружными продольными ребрами 1, вставленную в принудительно вращаемую волоку 4, вводят короткую оправку 2 и закрепляют ее на стержне 3, рис. 3.
Крутящий момент прикладывают к заготовке со стороны поступления ее в очаг деформации. Тонкостенную трубу 5 с большими углами подъема ребер без потери устойчивости изготавливают протягиванием трубы подвижным зажимом через вращаемую волоку с одновременной раздачей ее на неподвижной оправке.
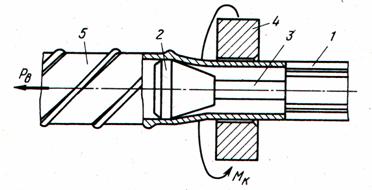
Рис. 3. Схема процесса волочения труб с наружным винтовым оребрением
В работе [11] круглую трубную заготовку 1 с продольными внутренними ребрами (рис. 4) задают в овальную волоку 2, вращаемую с помощью червячного колеса 3 и в круглую неподвижно установленную за ней волоку 4. Вращаемая овальная волока 2 формоизменяет заготовку 1 в овальную 5 с одновременным ее закручиванием. Затем свернутая в спираль трубная заготовка осаживается в волоке 4. в результате на выходе получаем трубу с внутренним спиральным оребрением 6.
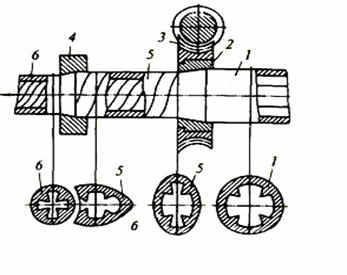
Рис. 4. Схема процесса волочения труб с внутренним винтовым оребрением
Трубы с внутренним спиральным оребрением можно получить в процессах волочения на вращаемых длинной, короткой и плавающих оправках [12-14]. На рабочей поверхности оправок выполнены винтовые пазы с углами подъема 15-450. В процессе волочения на внутренней поверхности труб формируется спиральное оребрение, копирующее профиль на оправке.
Витые профильные трубы (квадратные, прямоугольные и.т.п.) получают в процессах волочения путем протягивания круглой заготовки либо через волоку, которой придают вращение, либо через неподвижную волоку при вращении захвата [15]. В одном процессе может совмещаться профилирование и закручивание [16].
Кручение профильных заготовок может производиться волочением в устройстве (рис.5) [17], состоящем из двух втулок 3 и 8, которые могут поворачиваться одна относительно другой вокруг общей их оси. Втулки на одном конце имеют гнезда для установки и закрепления, профильных волок 1, другой конец их выполнен в виде фланцев с торцевым зубчатым венцом а. Втулки смонтированы на радиально-упорных подшипниках в цилиндрическим корпусе 6, который с открытого конца имеет внутреннюю резьбу для гайки 7. углубление б в этой части гайки служит для упора специального ключа. Волоки снаружи по форме выполняют некруглыми, во избежание провертывания в гнездах втулок. Для крепления устройства в люнете волочильного стана используют установочный фланец 5.
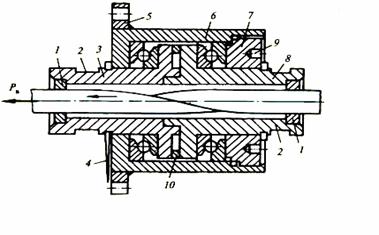
Рис. 5. Устройство для волочения витых профильных труб
Кручение профильных заготовок осуществляется следующим образом. Вывинчиванием гайки 7 втулки 3 и 8 выводят из зацепления, а профильные волоки совмещают своими отверстиями. В волоки вводят передний конец заготовки настолько, чтобы клещами волочильной тележки можно было захватить выступающую ее часть. Используя лыски 2 и ключ, втулку 3 поворачивают на угол, обеспечивающий заданный угол закрутки. Угол поворота отмеряется при помощи стрелки 4 по лимбу, нанесенному на торцевую сторону фланца 5. сместив втулки одну относительно другой на необходимый угол, завинчивают гайку 7, приводя в зацепление зубчатые венцы втулок. После этого, зацепив тележкой, выступающий конец изделия, начинают волочение. В процессе волочения между профильными волоками происходит непрерывное пластическое кручение заготовки. Поскольку движение выходящего винтового профиля определяется поступательным движением тележки, то втулки 3 и 8 вместе с волоками совершают вращательное движение.
При волочении крутящий момент можно прикладывать к заднему концу трубной заготовки с таким расчетом, чтобы металл, находящийся в очаге деформации не вращался относительно волоки [18]. В процессе протягивания приложенный крутящий момент уравновешивается моментом сил трения в очаге деформации и реактивным моментом на заострении протягиваемой заготовки. Металл заготовки поступает в очаг деформации в напряженном состоянии, что снижает нормальные контактные напряжения особенно на входе в очаг деформации, облегчает получение жидкостного режима трения и увеличивает стойкость волок. Благодаря этому снижается тяговое усилие, что позволяет интенсификацию процесса. Этот процесс во многом подобен процессу волочения труб с противонатяжением.
Из проведенного обзора научно-технической литературы следует, что кручение в процессах волочения труб играет полезную роль: снижает силы трения, давление на волоку, а главное тяговое усилие и увеличивает обжатие за проход; обеспечивает равномерный износ волочильного канала, получение труб с винтовым расположением волокон, что повышает их эксплуатационные свойства; устраняет «саблевидность» при протягивании; позволяет изготавливать трубы с наружным или внутренним спиральным оребрением; витые профильные трубы. Крутящий момент можно прикладывать к заготовке при входе в волоку или выходе из нее, к волочильному инструменту (волоке, оправке). Закручивание заготовки может производиться между двумя, дистанционно расположенными волоками.
Таким образом, использование кручения в процессах волочения труб расширяет их технологические возможности, дает существенную экономию средств и ресурсов, увеличивает производительность и ассортимент трубной продукции.
СПИСОК ЛИТЕРАТУРЫ:
- Савин Г.А. Волочение труб [Текст] - М.: Металлургия,1993.-336с.
- Каргин В.Р. Процессы получения винтовых профилей и труб [Текст]-М.: Металлургия, 1994 -96 с.
- Закс, Лубен и Грос. Определение усилий при волочении труб. [Текст]-Journal Applied Mechanics,том 4,1944
- Тарнавский А.П. Эффективность волочения с противонатяжением [Текст] - М.: Металлургиздат, 1959-152 с.
- Юсупов В.Ф., Славкин, В.С. Производство калиброванной стали [Текст] - М.: Металлургиздат,1962-186 с.
- Днестровский Н.З. Волочение цветных металлов и сплавов [Текст] - М.: Металлургииздат, 1954-268 с.
- Перлин И.Л., Ерманок М.З. Теория волочения [Текст] - М.: Металлургия,1971-448 с.
- А.с. 645719 СССР В 21 С 3/00. Устройство для волочения с кручением круглых профилей [Текст] / В.А. Зазимко, М.В. Бабасов, Г.А. Савин и.др. - Открытия. Изобретения.1979, Бюл.№5 - с.26.:ил
- Хван А.Д., Пустовалов С.В., Хван Д.В. Упрочнение тонкостенных цилиндрических стоек пластическим сдвигом [Текст]/Прогрессивные методы и технологическое оснащение процессов ОМД// Сб. тезисов междунар. науч-техн. конф. - Санкт-Петербург,2005.-С.124-125.
- А.с. 262067 СССР МКИ В 21 С 1/22. Способ волочения труб со скручиванием [Текст]/ А.И. Шлосберг, А.Б. Головатый - Открытия. Изобретения-1973, Бюл.№34 - 210 с.
- А.с. 386539 СССР МКИ В 21 С 37/24. Способ изготовления труб круглого сечения со спиральными ребрами [Текст] /Ю.С. Старостин, В.И. Плохов, В.К. Ерохов и др. - Открытия. Изобретения-1982, Бюл №48 - с. 36
- А.с. 152893 СССР МКИ В 21 С 3/16. Самоустанавливающаяся оправка для волочения труб [Текст]/ В.И. Бояркин, А.М. Антимонов, В.М. Попов и др.-Открытия. Изобретения-1989, Бюл №46-с.29
- Пат.3292408 США, кл 72-283. Способ формовки труб с внутренним оребрением [Текст]/John R. Hill; Опубл.1966.
- Пат. 330147 Швеция, кл 76 37/15. Способ деформации труб с внутренними ребрами для теплообменников [Текст] / Fred W. French. Опубл.1970.
- А.с. 406598 СССР В 21 С 37/20. Инструмент для профилирования витых труб из тонкостенной цилиндрической заготовки [Текст]/ А.И. Дорохов, Л.М. Шлосберг, Ю.А. Мироненко и др. - Открытия. Изобретения-1973. Бюл №46- с.23.
- Каргин В.Р., Шокова Е.В. Расчет параметров волочения с кручением квадратных и прямоугольных труб [Текст]/Вестник СГАУ 2004,№1 -С.80-84.
- А.с. 130481 СССР МКИ 7с5. Устройство для скручивания некруглых профилей волочением. [Текст] /В.Л. Колмогоров, Г.П. Моисеев, Ю.М. Шахнаев - Открытия. Изобретения - 1960,
Бюл. №15, с.15 - А.с. 281388 СССР МКИ В21 С 1/00. Устройство для волочения [Текст]/В.В. Девятов, Е.М. Девятова - Открытия. Изобретения - 1970,
Бюл. №29-с.23.
Библиографическая ссылка
Пастушенко Т.С., Каргин Б.В. КРУЧЕНИЕ В ПРОЦЕССАХ ВОЛОЧЕНИЯ ТРУБ // Современные наукоемкие технологии. 2008. № 6. С. 18-23;URL: https://top-technologies.ru/en/article/view?id=23916 (дата обращения: 03.07.2026).