



Развитие точного машиностроения, приборостроения, линий передач СВЧ-энергии предъявляет высокие требования к качеству поверхности каналов малого сечения.
Целью работы является разработка метода анодно-абразивного полирования каналов малого сечения, обеспечивающего уменьшение шероховатости обрабатываемой поверхности и формирование равномерной структуры поверхностного слоя анодным растворением бегущим электрическим полем, совмещенным с абразивным удалением пассивирующей пленки с микровыступов [1–3].
Материалы и методы исследования
Применение импульсного тока при ААП позволяет снизить температуру электролита, улучшить эвакуацию продуктов анодного растворения, повысить плотность тока и стабилизировать величину съема металла по гребешкам микронеровностей [1–3]. Использование импульсных токов изучено применительно к МЭЗ от 0,03 мм и выше [4]. Установлено, что импульсные режимы обработки не только повышают локализацию, но и улучшают качество поверхностности в результате дискретизации процесса анодного растворения и релаксации свойств межэлектродной среды [3]. Во впадинах за счет пассивного механизма почти не происходит анодного растворения, а наблюдается рост пассивной пленки.
Пассивация микронеровностей при ААП может происходить в начальный период импульсного тока и связана она с крутизной переднего фронта импульса, от которой зависит длительность зоны пассивного механизма (рис. 1) t0 – t1, когда не происходит анодного растворения микронеровностей.
Зона транспассивного механизма t1 – t2 наступает при достижении определенного значения анодного потенциала, которому соответствует плотность тока in. Основной анодной реакцией в этой зоне является анодное растворение пассивирующего вещества. Возможно и незначительное анодное растворение. Повышение амплитудной плотности тока значительно сокращает переходное время t0 – t1 [3]. При плотности тока 65 А/см2 переходную фазу можно не учитывать. Зона t2 – t3 соответствует анодному растворению основного объема металла, tn – время паузы между импульсами тока, to – время обработки импульсом тока, создаваемым импульсным напряжением U(t), in – плотность тока механизма транспассивного растворения, tm – время достижения максимальной плотности тока, Tи – период импульсов тока.
В работе [5] делается вывод о целесообразности ограничения длительности импульса с целью анодного растворения по активному механизму (участок t1 – t2) (рис. 1). При активном механизме процесс анодного растворения приближается к идеальному за счет равномерного съема по обрабатываемой поверхности. Аналогичные выводы сделаны в работе [3]. Время t3 определяет начало наступления пассивного механизма анодного растворения. Для повышения локализации процесса анодного растворения возможно использование механизма пассивации [5]. При ААП диапазон изменения длительности импульса может находиться в пределах времени переходного процесса пассивации анодной поверхности, что должно способствовать повышению локализации процесса по гребешкам микронеровностей за счет активации микровыступов абразивным инструментом.
Для ААП может быть использован электролит 15 % NaNO3. В водных растворах NaNO3 отмечается низкое газовыделение, выход водорода по току составляет 20÷70 % в зависимости от условий обработки. При использовании NaNO3 наряду с протеканием реакции образования газообразного водорода при определенных условиях возможно восстановление нитрат-ионов NO3. Применение раствора электролита на основе NaNO3 может позволить увеличить локализацию анодного растворения микронеровностей путем уменьшения МЭЗ из-за низкого газовыделения, а также за счет образования окисной пленки на обрабатываемой поверхности и пассивации впадин микронеровностей при ААП.
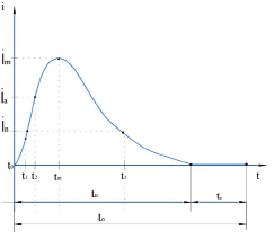
Рис. 1. Зависимости «ток – время» i(t)
Длительность импульсов тока tимп может быть определена по формуле [6]:
 с, (1)
с, (1)
где ρЭ и ρГ – удельное сопротивление электролита и газожидкостной смеси, δМЭЗ – величина межэлектродного зазора, U – напряжение электрического поля в межэлектродном зазоре, КТ – коэффициент, связывающий объем выделения газа с толщиной газожидкостной смеси.
Время паузы tП между импульсами тока определяется по формуле
 (2)
(2)
где Di – коэффициент диффузии ионов обрабатываемого металла, см2/с.
Время обработки одним импульсом tо и время паузы tп определяют совместно период импульса тока tи (рис. 1). Величину удельной энергии Na одиночного импульса тока можно оценить по формуле
 (3)
(3)
где i(t), U(t) – изменение плотности тока и напряжения во времени.
Слой материала, удаленный при анодном электрохимическом растворении микронеровностей во время ААП можно определить по средним значениям плотности тока и напряжения на электродах [3]:
 (4)
(4)
где EV – объемный электрохимический эквивалент (мм3/А•мин), η – выход на точку, icp – средняя плотность тока, А/см2, T0 – общее время обработки, мин.
Средняя плотность тока рассчитывается по формуле
 А/см2, (5)
А/см2, (5)
где Ucp – среднее напряжение на электродах, φк и φа – электрический потенциал на катоде и аноде, δМЭЗ – величина межэлектродного зазора, χ – электропроводность электролита в МЭЗ.
Съем материала Q в единицу времени (м3/с) за счет воздействия вибрирующего абразивонесущего эластичного катода-инструмента можно рассчитать по формуле
 (6)
(6)
где ny – число ударов абразивных гранул в микронеровности, 1/с, Qn – объем металла, удаленного при воздействии одного абразивного зерна, м3, KZ – коэффициент, учитывающий зернистость абразива ЭАИ, W – плотность распределения абразивных зерен поверхности абразивного инструмента, 1/м2, А – амплитуда и частота ω колебаний АКИ, L – длина обрабатываемой поверхности, м.
Съем материала с единицы площади при ААП Q можно оценить по формуле [7, 8]:
 (7)
(7)
где Qc – слой материала, вытесненный в виде стружки за один удар абразивным зернами по микронеровностям, Qпл – слой материала, разрушенный в результате пластического деформирования за один удар абразивного зерна, QАН – съем материала, удаленного электрохимическим анодным растворением, То – общее время обработки.
Съем материала Q0 c обрабатываемой площади S:
 (8)
(8)
Изменение шероховатости обрабатываемой поверхности Ran можно определить по формуле
 (9)
(9)
где Raис – исходная шероховатость поверхности, k – коэффициент интенсивности уменьшения шероховатости поверхности при ААП.
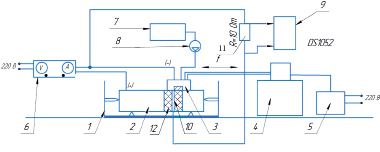
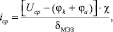
Рис. 2. Принципиальная схема экспериментальной установки для анодно-абразивного полирования образцов труб волноводов миллиметрового диаметра волн: 1 – ванна, выполненная из пластмассы; 2 – обрабатываемый образец трубы волновода, сплав 32 НКД, медь М1; 3 – абразивонесущий подвижный катод-инструмент; 4 – вибрационный привод типа градМ-570Б; 5 – латр для управления амплитудой скорости вибрации абразивонесущего катода-инструмента; 6 – источник питания постоянного тока ВСА-5КМ; 7 – бак для подачи электролита 15 % NaNO3; 8 – насос для подачи электролита в межэлектродный промежуток анодно-абразивного полирования, типа XL-F780; 9 – осциллограф DS1052; 10 – датчик тока изолированный; 11 – электрическое сопротивление 10 Ом; 12 – изолятор датчика тока и напряжения
Принципиальная схема экспериментальной установки для проведения ААП показана на рис. 2. Для анодно-абразивного полирования применялось постоянное напряжение U = 8 В, давление электролита P = 0,9–3 кг/см2 (9–30 МПа).
Амплитуда вибрации инструмента варьировалась от 0 до 17 мм, частота вибрации f = 0 – 20 Гц. Время анодно-абразивного полирования контролировалось секундомером. Величина съема металла при ААП с опытных образцов волноводов, определяемая индикатором ИЧ10 с точностью 0,005 мм, шероховатость обрабатываемой поверхности Ra замерялась измерителем шероховатости TR 220. Сила прижима абразивонесущего катода-инструмента с к обрабатываемой поверхности 0,03–0,06 кг/см2 (0,3–0,6 МПа). Абразивонесущая часть катода-инструмента изготавливалась из каучука синтетического бутадиенового и полиуретановой абразивной композиции, содержащей абразивный наполнитель и полиуретановые связующие.
При ААП межэлектродный зазор между катодом-инструментом и обрабатываемой поверхностью устанавливался δм = 0,8 мм, расход электролита составлял 7,6 г/с и измерялся объемно-весовым способом. Напряжение между электродами при исследовании режимов ААП варьировалось от 3 до 15 В. Изменение импульсного технологического напряжения бегущего электрического поля показано на рис. 3.
Рис. 3. Изменение импульсного технологического напряжения бегущего электрического поля при АПП: частота колебаний f = 20 Гц; время обработки 6 мс за один импульс; скважность импульса 3,3; амплитуда импульсного однополярного напряжения U = 6 В
Скважность импульсов Tс рассчитывали по формуле
Tс = Tи/tимп, (10)
где tимп – длительность импульса, мс; Tи – период импульсов тока, мс.
При подаче на вибрирующий и перемещающийся катод-инструмент и обрабатываемую деталь постоянного напряжения можно создать бегущее электрическое поле по обрабатываемой поверхности (рис. 3) с синусной формой и крутым передним фронтом, а также импульсный ток, что позволяет получить снижение шероховатости поверхности до Ra 0,16–0,04 мкм. Здесь проявляется механогальванический эффект при ААП за счет периодической активации гребешков микронеровностей, которые затем снова пассивируются в процессе анодного растворения, прерывистости во времени в импульсно-циклическом режиме напряжения, плотности импульсного тока над каждой точкой обрабатываемой поверхности, что позволяет снизить влияние неодинаковых параметров межэлектродной среды по длине межэлектродного промежутка, а также анодных пленок микронеровностей на выходные характеристики ААП [3]. При отсутствии пассивирующего влияния анодных пленок на синусоидальной кривой напряжения появляется прямой фронт, при образовании оксидных пленок на микронеровностях образуется пологий спад напряжения.
На рис. 4 представлены зависимости шероховатости поверхности опытного образца (7,2×3,4 мм), выполненного из сплава 32НКД от величины снятого припуска при ААП: при уменьшении Ra 0,63 мкм до Ra 0,04 мкм требуется удалить припуск z ≤ 0,2 мм. Расчет плотности максимального мгновенного импульса тока проводили по формуле
 (11)
(11)
где Ua – величина импульсного напряжения, В, определенного по осциллограмме; Rи – величина измерительного сопротивления (11), рис. 2.; Sэл – площадь сечения измерительного электрода (10), рис 2.
Применялся постоянный ток напряжением U = 10 В для электрохимического полирования (ЭХП) и микросекундный импульсный ток напряжением U = 6 В для АПП. Время обработки составляло 6 мс, скважность 3,3 (рис. 3), обработка проводилась в электролите 15 % NaNO3. Форма и параметры импульсного технологического напряжения в межэлектродном зазоре при ААП измерялись при помощи датчика 10 (рис. 2) и цифрового осциллографа DS 1052. Максимальная мгновенная плотность тока импульса ia = 34,5 А/см2. Шероховатость измеряли измерителем шероховатости TR220 в продольном и поперечном направлениях (рис. 4).
Оценку степени однородности (с точки зрения микропрофиля) поверхности производили с помощью коэффициента поляризации KR [9. с. 42]:
 (12)
(12)
где Raп, Raпр – соответственно шероховатость поверхности в поперечном и продольном направлениях.
Результаты исследования и их обсуждение
До АПП разрезной образец трубы волновода сечением 7,2×3,4 мм имел исходную шероховатость после изготовления его волочением: в продольном направлении Ra = 0,1 мкм, в поперечном направлении Ra = 0,24 мкм. По формуле 12 рассчитывали KR = 0,41.
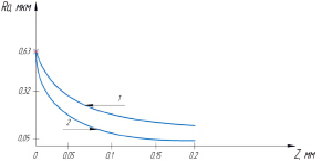
Рис. 4. Зависимость шероховатости обрабатываемой поверхности канала малого сечения (7,2×3,4 мм) от величины снятого припуска при ААП, материал – сплав 32НКД: 1 – постоянное напряжение U=10 В, электролит 15 % NaNO3; 2 – импульсное напряжение U = 6 В, электролит 15 % NaNO3, to = 6 мс за один импульс
После АПП такого же опытного образца шероховатость поверхности в продольном направлении была Ra = 0,04 мкм, в поперечном направлении Ra – 0,08 мкм, KR = 0,33. Полученные результаты эксперимента подтверждают более высокую однородность шероховатости поверхности при АПП. Однородная шероховатость рабочей поверхности и структуры токопроводящего скин-слоя будет способствовать улучшению структуры при передаче электромагнитных волн в каналах волноводов малого сечения.
Исследования показали, что при импульсной форме тока (форма импульса синусоидальная, с крутым передним фронтом, τимп = 6 мс) для уменьшения шероховатости требуется снимать меньший припуск не более 0,2–0,04 мм в зависимости от исходной шероховатости поверхности, чем на постоянном токе рис. 4, что очень важно для сохранения исходной точности канала волновода и повышения производительного процесса.
На основе полученных результатов экспериментов (таблица) был построен интерполяционный многочлен в форме Лагранжа, который позволил получить зависимость (13) для оценки шероховатости поверхности Ra от величины удаляемого припуска z.
Ra = –27122,4z3 + 2127.34z2 – 64.8z + 0.863. (13)
Зависимость (13) справедлива при удалении припуска z = 0,005÷0,03 мм на финишных операциях ААП поверхности канала малого сечения 7,2×3,4 мм.
Обработка канала малого сечения осуществлялась в соответствии со схемой процесса ААП, показанной на рис. 5. Результаты ААП каналов малого сечения показаны на рис. 6.
Зависимости шероховатости поверхности Ra от удаляемого припуска z при ААП
|
z |
0,004 |
0,008 |
0,01 |
0,012 |
0,015 |
0,02 |
0,025 |
0,03 |
|
Ra |
0,6357 |
0,46632 |
0,4 |
0,34419 |
0,27733 |
0,2 |
0,14767 |
0,1 |
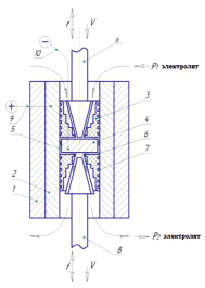
Рис. 5. Схема процесса ААП канала малого сечения: 1 – приспособление, 2 – канал волновода, 3 и 7 – абразивонесущие эластичные части катода-инструмента, 4 – медный катод, 5, 6 – каналы для подачи электролита, 8 – конические штоки, 9 и 10 – электроды для подачи напряжения на абразивонесущий катод-инструмент и обрабатываемый канал волновода

Рис. 6. Канал трубы малого сечения после ААП
При ААП отсутствуют высокое механическое и тепловое воздействие на структуру токопроводящего скин-слоя, а также шаржирование абразивом с зернистостью 80–50 по ГОСТ 3647-80 обрабатываемой поверхности и микрорастравливание. Процесс АПП также позволяет обеспечить равномерную шероховатость поверхности Ra 0,16–0,04 мкм по длине канала с сохранением исходной точности канала 0,02 мм.
Способ анодно-абразивного полирования целесообразно применять для проходных прямолинейных каналов с размерами от 3 мм и выше, круглого или прямоугольного сечения, максимальной длиной до 150 мм. Наиболее рациональной может быть длина 75–100 мм с учетом технологической возможности оборудования в рассмотренном исследовании.
Для анодно-абразивного полирования каналов малого сечения (менее 3 мм) и сложной конфигурации предложен комбинированный метод анодно-абразивного полирования электрически поляризованными заряженными магнитоабразивными частицами, размером 80–100 мкм. В данной статье этот метод не рассматривается.
Для контроля шероховатости поверхности полируемого канала использовался профилометр Marsurf M400 с длиной щупа от 36,5 до 81,5 мм. Контроль геометрических размеров канала проводился нутромером Holtest-368-906(907) с ценой деления 0,001 мм, длиной щупа 12 мм и удлинителем щупа на 40 мм.
Разрушающий метод контроля полируемой поверхности образцов-свидетелей применялся для комплексной оценки качества каналов после анодно-абразивного полирования по программе натурных испытаний. При анодно-абразивном полировании воздействие абразива, связанного с катод-инструментом, направлено преимущественно на удаление оксидной пленки, образующейся по гребешкам микронеровностей с целью активации и ускоренного анодного растворения их. При этом микровпадины были покрыты пассивной пленкой и практически процесс анодного растворения в них не происходил [10]. Это позволяет уменьшить существенно удаляемый припуск в пределах допуска на размер с сохранением исходной точности. Воздействие абразива на обрабатываемую поверхность осуществлялось давлением со стороны расклинивающего действия штока 8, показанного на схеме (рис. 5). Схема процесса контактного взаимодействия единичного зерна абразива и катода эластичного абразивонесущего катода-инструмента показана на рис. 7.
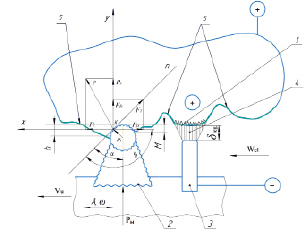
Рис. 7. Схема процесса контактного взаимодействия единичного зерна абразива и катода АЭКИ с микронеровностями обрабатываемой поверхности при ААП. 1 – микронеровности обрабатываемой поверхности; 2 – абразивное зерно эластичного абразивонесущего инструмента; 3 – катод-инструмент; 4 – силовые линии электрического поля; 5 – пассивирующая оксидная пленка; α и β – передний угол и угол резания в точке контакта К; ri – радиус скругления вершины зерна; δМЭЗ – величина межэлектродного зазора; h – глубина внедрения вершины абразивного зерна; Рн – прижимающая сила зерно абразива, Fт – сила трения, Р – нормальная сила, действующая на абразивное зерно; А, ω – амплитуда и частота виброколебаний ЭАИ; Vu – линейная скорость перемещения ЭАИ, Wel – скорость прокачки электролита 15 % NaNO3
На основе теоретического и экспериментальных исследований процесса анодно-абразивного полирования предложена формула

 (14)
(14)
где W – плотность распределения абразива по обрабатываемой поверхности 1/м2; ky –коэффициент, зависящий от упруго-пластических свойств обрабатываемой поверхности; A – амплитуда колебания АЭКИ, М; Hv – твердость обрабатываемого материала по Виккерсу, МПа; Vи – скорость перемещения АЭКИ по обрабатываемой поверхности, м/с; L – длина обрабатываемой поверхности, м; σсд – предел текучести обрабатываемого материала на сдвиг, H/м2; ri – радиус при вершине абразива зерна, м; fсд – безразмерный коэффициент, характеризующий условия царапания материала; Sи – площадь АЭКИ, м2; ω – частота продольных колебаний АЭКИ, 1/с; fтр – коэффициент трения во время ААП; Т0 – время анодно-абразивного полирования, мин; Ran – шероховатость поверхности последующего цикла, мкм; Ran-1 – шероховатость предыдущего цикла, мкм; n – порядковый номер цикла обработки; εv – объемный электрохимический эквивалент обрабатываемого металла, см3/А*мин; χ – удельная проводимость электролита, см•Ом-1; η – выход металла по току; Uc – среднее напряжение на электродах, В; ΔUc – среднее падение напряжения в приэлектродных слоях, равное алгебраической сумме падений в прикатодном и прианодном слоях, В; δмэз – величина межэлектродного зазора, см; Т0– время цикла электрохимического полирования, мин; 10-2 – множитель перевода величин.
Анодно-абразивное полирование может применяться дл повышения качества поверхности труб волноводов, используемых для создания элементной базы линий передачи СВЧ-энергии антенно-фидерных устройств, бесшовных труб, применяемых в различных областях, каналов гидроаппаратуры и газодинамических устройств, а также для обработки плоских поверхностей деталей машин.
Заключение
Проведен теоретический анализ влияния синусоидальной формы импульса тока с крутым передним фронтом параметров ААП на качество полируемой поверхности.
Представлена модель процесса ААП и схема опытной установки для анодно-абразивного полирования опытных образцов из сплава 32НКД, а также формула для расчета Ra(z) при ААП и сравнительные графики зависимости шероховатости обрабатываемой поверхности от величины снятого припуска при электрохимическом полировании постоянным током и применении совмещенного процесса ААП, создаваемого бегущим электрическим полем и абразивным удалением окисных пленок. Установлено, что при АПП возможно получить более однородную шероховатость поверхности при меньшем удаленном припуске по длине канала малого сечения.
Библиографическая ссылка
Трифанов В.И., Карелина Е.А., Суханова О.А., Трифанов И.В. ИССЛЕДОВАНИЕ ПАРАМЕТРОВ ПРОЦЕССА АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ КАНАЛОВ МАЛОГО СЕЧЕНИЯ // Современные наукоемкие технологии. 2020. № 11-1. С. 79-86;URL: https://top-technologies.ru/ru/article/view?id=38342 (дата обращения: 17.05.2026).
DOI: https://doi.org/10.17513/snt.38342