



В связи с нарастающим повышением требований к качеству и надежности выпускаемых изделий, а также непрерывно возрастающей стоимостью продукции, очень важными являются физические методы автоматизированного контроля изделий, не требующие разрушения готовых изделий или вырезки образцов.
Под автоматизацией измерений и контроля автор имеет в виду совокупность методических, программных и технических средств, обеспечивающих проведение процесса контроля и измерения без прямого участия человека.
Следует отметить, что автоматизация контроля и измерений не принижает роль контролера, инженера или оператора, использующих результаты контроля. Наоборот, она увеличивает производительность их труда, требует от них более высокого уровня знаний не только средств измерений и контроля, но и тех задач, которые решаются при приеме и обработке информации, умения составить эффективную программу контроля и дать профессиональное толкование результатов измерения и контроля.
Системы автоматизированного управления процессами по результатам контроля технических объектов в настоящее время довольно распространены в различных областях промышленности. В частности, к ним можно отнести системы неразрушающего контроля и диагностики деталей и конструкций и оптический контроль и диагностику сварных соединений. Согласно исследованиям российского ученого Н.П. Алешина, лидерами по эффективности (на основе балльной оценки) являются следующие методы: акустический, оптический, вихретоковый и радиационный,. Однако, принимая во внимание современные данные по кластерному анализу [1] оборудования и рынку услуг по дефектоскопии, можно сделать вывод о лидерстве именно электромагнитных методов контроля ответственных изделий на производстве [2].
К коротковолновым электромагнитным методам контроля, помимо электромагнитного и радиационного, следует также (при использовании ультрафиолетового просвечивания) отнести капиллярный, поскольку эти методы контроля имеют общие направления как механизма самого контроля, так и способов анализа его результатов. Основным подходом к контролю в данном случае является цифровая обработка полученных изображений. При этом, работы по исследованию и обработке изображений, конечно же, довольно обширны и распространены. Среди зарубежных авторов следует отметить такие работы, как: У. Прэтт «Цифровая обработка изображений», Р. Вудс, Р. Гонсалес «Цифровая обработка изображений», C.H. Chen «Handbook of pattern recognition and computer vision», Р. Гонсалес «Цифровая обработка изображений в среде MATLAB», R.J. Shalkoff «Digital image processing and computer vision» и другие. В то же время данные работы и исследования довольно слабо затрагивают тему работы непосредственно с рентгеновскими снимками и результатами коротковолнового электромагнитного излучения и не учитывают их специфику, ограничиваясь анализом методик компьютерного зрения и выделения объектов для монохромных изображений.
Цель исследования: повышение быстродействия и точности контроля ответственных соединений сложных изделий при помощи коротковолнового электромагнитного излучения.
Объект исследования – информационное и программное обеспечение систем технологического процесса контроля соединений узлов изделий методами коротковолнового электромагнитного излучения;
Предмет исследования – методы, модели и алгоритмы моделирования технологических процессов автоматизированного контроля соединений; границы – подходы к контролю сварных соединений, основанные на обработке и распознавании изображений.
Задачи исследования:
– выбор и обоснование подходов к автоматизированному контролю сварных соединений;
– разработка и описание методологии автоматизированного контроля ответственных изделий методами коротковолнового электромагнитного излучения;
– проведение сквозных примеров использования методологии для различных условий.
Материалы и методы исследования
В качестве методов исследования применялись методы системного анализа, методы обработки больших данных, ИНС, методы объектно-ориентированного программирования.
Выбор и применение нейронных сетей обусловлено тем, что нейронная сеть представляет собой математическую модель параллельного процессора, накапливающего экспериментальные данные и представляющего широкие возможности для их дальнейшей обработки [3].
Материалами для исследования являются технологические процессы контроля и рентгенограммы точечных сварных соединений изделий машиностроения. Пример рентгенограммы представлен на рис. 1.
Данная рентгенограмма получена при помощи аппаратно-программного комплекса компьютерной рентгенографии «FOSFOMATIK» и последующего сканирования полученного аналогового изображения.

Рис. 1. Пример рентгенограммы
Результаты исследования и их обсуждение
Разработанная методология автоматизированного контроля ответственных изделий методами коротковолнового электромагнитного излучения включает в себя:
– алгоритмы автоматизированного контроля и основанное на них программное обеспечение;
– описание сформированной последовательности автоматизированного контроля;
– методики применения программного обеспечения, включающие сквозные примеры автоматизированного контроля.
Синтезированная последовательность автоматизированного контроля состоит из следующих этапов:
– сбор и формализация данных об объекте контроля, используемом оборудовании и требовании к конечному изделию;
– передача формализованных данных в искусственную нейронную сеть;
– фиксация выходных значений ИНС;
– применение полученных на основе нейросети значений для проведения контроля.
Рассмотрим более подробно искусственную нейронную сеть.
ИНС спроектирована на высокоуровневом языке в интерактивной среде для программирования и визуализации результатов MATLAB. Для разработки нейронной сети использовался модуль Neural Network Toolbox, который предоставляет функции и приложения для моделирования сложных нелинейных систем, которые сложно описываются уравнениями. Neural Network Toolbox поддерживает обучение с учителем и прямым распространением, с радиальными базисными функциями и динамические сети [4]. Также есть поддержка обучения без учителя с самоорганизующимися картами и конкурентными слоями. С данным инструментом возможно создавать, обучать, визуализировать и моделировать нейронные сети. Neural Network Toolbox можно использовать для таких задач, как аппроксимация данных, распознавание образов, кластеризация, прогноз временных рядов, моделирование динамических систем и их управление.
Схема сети представлена на рис. 2. Входные нейроны представляют собой два класса: данные об объекте и данные об оборудовании.
Скрытый слой включает в себя 18 нейронов, в соответствии с ранее сформированными данными из БД. Три последующих слоя формируют три параметра: алгоритм фильтрации, алгоритм пастеризации и алгоритм распознавания. В качестве функции активация используется сигмовидная функция [5].
Воспользуемся ИНС, спроектированной в MATLAB для формирования решений по двум различным начальным условиям. В таблице приведем часть различий данных.
Таким образом, проведем два сквозных примера.
Пример 1. Согласно предложению ИНС, разновидностью нелинейного фильтра был выбран медианный фильтр, который реализует перемещение плавающего окна по рентгенограмме и выполняет все текущие преобразования только внутри окна.
Алгоритм включает в себя два вложенных цикла по столбцам и строкам массива с данными изображения. В теле внутреннего цикла происходит заполнение временного массива, равного по размерам плавающему окну, значениями элементов изображения, попадающих в данное окно.
После заполнения всего массива данными с изображения производится поиск среднего значения яркости на основе сортировки Хоара. Далее значение центрального элемента массива присваивается центральному элементу окна, после чего происходит перемещение границ апертуры. Таким образом, окно проходит все изображение по P-схеме обработки, реализуя медианный фильтр.
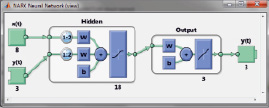
Рис. 2. Схема нейронной сети
Часть данных искусственной нейронной сети
|
Параметр |
Значение 1 |
Значение 2 |
||
|
Входные данные |
Объект контроля |
Обечайка |
Обечайка |
|
|
Тип дефекта |
Прожог |
Более 5 мм |
Более 6 мм |
|
|
Смещение |
Более 3 мм |
Более 5 мм |
||
|
Непровар |
Менее 2 мм |
Более 1 мм |
||
|
Норма |
От 2 до 5 мм без смещения |
От 1 до 6 мм без смещения |
||
|
Толщина |
1–3 |
2 мм |
||
|
Выходные данные |
Подготовка данных |
Медианная фильтрация |
Медианная фильтрация |
|
|
Сегментация данных |
Пастеризация |
Пастеризация |
||
|
Метод идентификации |
Бинарные деревья, сравнение с шаблоном |
ИНС, сравнение с шаблоном |
||
Для определения центров ядер сварного соединения были найдены точки по следующему алгоритму:
– построение гистограмм сегмента (вертикальной и горизонтальной);
– удаление областей, которые соответствуют низким значениям на гистограмме;
– построчный анализ значений сумм яркостей точек на изображении;
– на основании анализа вычисленных сумм определяются оси точечного сварного соединения как столбца и строки с наименьшими значениями сумм яркостей части изображения;
– пересечение найденных осей представляет собой центр ядра сварного соединения.
Алгоритм распознавания геометрических параметров включает в себя создание динамических шаблонов, наложение их на входную рентгенограммы, сравнение и вычисление наиболее подходящего шаблона. При этом поэтапно задаются значения радиусов и геометрические положения центров с заданным шагом.
Шаблон-образец, набравший по результатам работы данного алгоритма наибольшее количество совпадений, передает свои параметры для дальнейших действий.
Результаты программного воплощения выходных рекомендаций сети [5] показывают, что уровень ошибки контроля составляет менее 3 % на изделии типа «обечайка».
Пример 2. Контроль сварных соединений методом коротковолнового электромагнитного излучения на основе ИНС и сравнения с шаблоном.
На входе в искусственную нейронную сеть – данные (пикселы изображения) оцифрованной рентгенограммы соединения, качество которого необходимо проконтролировать. При проведении экспериментов выявлено, что количество точек-пикселей для области изображения, проверяемой на наличие дефекта не должно быть менее десяти тысяч. Скрытый слой соответственно состоит из десяти тысяч нейронов и на основе обратного распространения ошибки позволяет обучить систему весов связей элементов. При этом на нейронах-сумматорах выходного слоя подсчитывается процентная вероятность отнесения входных данных по рентгенограмме к одному из классов: «Смещение», «Непровар», «Прожог», «Норма».
Алгоритм обучения состоит из следующих шагов:
– задаем время обучения в сто эпох;
– подаем обучающую выборку данных на входные рецепторы сети;
– оцениваем значения сумматоров на выходных нейронах сети:
а) если нейрон на выходе ошибочно посчитал подходящим классом сегмент, заведомо не относящийся к данному классу, необходимо изменить веса всех сработавших нейронов в сторону уменьшения;
б) в том случае если нейрон на выходе «не признал» изображение, относящееся к его классу как верное, то необходимо увеличить вес нейронов промежуточного слоя.
Рассмотрим возможный алгоритм пастеризации входных данных. Поскольку для нейронных сетей важно выделение сенсоров, которые необходимы для обработки частей входных данных, то необходимо сформировать группы подобных сенсоров. Для рентгенограмм сварных соединений предлагается следующая обработка данных, в результате которой формируется массив: расчет минимального и максимального значений цвета контролируемого изображения-рентгенограммы; получение двух средних точек, равноотстоящих от вычисленного на предыдущем шаге среднего значения цвета; замена всех значений цветов изображения путем округления к ближайшему из значений из ряда четырех полученных ранее значений (минимального, максимального и двух средних точек).
В результате осуществляется кластеризация изображения в виде отдельных областей четырех цветовых уровней. Массив на выходе представляет собой значения сенсоров для каждой из областей точек изображения и позволяет выполнить дальнейшие вычисления путем активации сенсоров при помощи весов.
Изменение весов осуществлено на основе принципа обратного распространения ошибки [6].
На рис. 3 представлен анализ изображения, отсутствующего в обучающей выборке (дефект «Смещение»).
Заключение
В ходе выполнения работы выполнены анализ процессов автоматизации электромагнитного контроля и практическая реализация в виде методик и программных средств. Проведено моделирование процессов автоматизированного контроля сварных соединений методами коротковолнового электромагнитного излучения. Синтезирована модель многокритериального подхода к контролю сварных соединений. Разработан подход, в основе которого лежит модель синтеза решений по проектированию процессов контроля сварных соединений, особенностью которой является многокритериальный подход к общности структур и свойств множества методов коротковолнового электромагнитного излучения в рамках производства ответственных изделий.
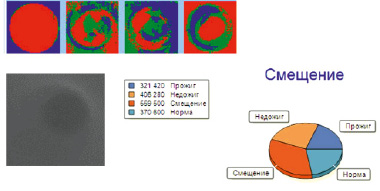
Рис. 3. Пример результата анализа части рентгенограммы изделия
Статья подготовлена в рамках проекта по гранту президента № МК – 5451.2018.8.
Библиографическая ссылка
Овечкин М.В. Методология автоматизированного контроля ответственных изделий методами коротковолнового электромагнитного излучения // Современные наукоемкие технологии. 2019. № 9. С. 95-99;URL: https://top-technologies.ru/ru/article/view?id=37673 (дата обращения: 29.07.2026).