



Одним из актуальных вопросов теории и практики абразивной обработки является исследование геометрических размеров и формы зерен шлифпорошков. Актуальность обусловлена тем, что многие показатели абразивного инструмента и процесса абразивной обработки деталей машин зависят от формы и размера зерен применяемых порошков. Например, режущая способность и износостойкость абразивного инструмента, сила и температура резания, качество обработанной поверхности [1, 2]. Кроме того, начиная с 2006 года в нашей стране действует новый стандарт на зерновой состав шлифовальных порошков ГОСТ Р 52381-2005, что требует актуализации ранее проведенных исследований геометрии зерен шлифпорошков.
Из всех геометрических параметров зерен шлифпорошков в наибольшей степени исследованной можно считать ширину зерен [4, 12], лежащую в основе классификации шлифовальных порошков по зернистости при их изготовлении в процессе рассева на ситах.
Ширина зерен для большинства порошков и отдельных фракций подчиняется нормальному закону распределения [3, 7, 8, 13, 15]. Нормальное распределение наиболее часто используется при описании распределения параметров исходных характеристик шлифпорошков и рабочей поверхности абразивного инструмента [5]. Более подробный анализ шлифпорошков из карбида кремния черного зернистостью F36-F180 [9, 10] выявил, что у фракций, оседающих на втором контрольном сите и поддоне, закон распределения ширины зерен отклоняется от нормального [9]. Связь средней ширины зерен самых крупных фракций с размером ячейки проходного сита отклоняется от линейной зависимости [10], а во фракциях с одинаковым размером ячейки проходного сита средняя ширина зерен увеличивается в большей зернистости.
Коэффициент формы зерен, под которым понимали отношение длины зерен к их ширине l/b, является одним из важнейших геометрических параметров зерен шлифовальных порошков. Именно он лежит в основе классификации формы зерен на изометричные (l/b < 1,3), игольчатые (l/b > 2) и промежуточные (1,3 < l/b < 2) разновидности, каждая из которых применяется в различных случаях абразивной обработки.
При исследовании геометрических параметров зерен микрошлифпорошков зернистостей М14-М40 установлено [11], что из всех параметров l/b имеет наибольшие значения асимметрии (As = 1,7) и эксцесса (Ek = 4…5), что свидетельствует об отличии данного параметра от нормального закона распределения. Установлено также, что ни среднее значение, ни дисперсия параметра l/b не зависят от зернистости.
Цель данной работы заключалась в исследовании коэффициента формы зерен. Задачами работы являлись, во-первых, исследование закона распределения коэффициента формы зерен фракций шлифовальных порошков из карбида кремния черного зернистостью F180-F36 и, во-вторых, определение силы связи коэффициента формы с шириной зерен.
Материалы и методы исследования
В работе анализировались серийно изготовляемые на ОАО «Волжский абразивный завод» шлифовальные порошки карбида кремния черного марки 54С семи зернистостей: F36, F46, F60, F70, F90, F120, F180. Указанные шлифпорошки, высушенные при 105 °С в течение 30 минут, рассевали на фракции машиной типа RO-TAP. Отбор проб зерен из каждой фракции производили методом квартования. Выборки зерен в каждой фракции имели объем от 600 до 1500 зерен, общее количество выборок – 34. Остаток на поддоне зернистости F46 не учитывали, так как его масса составляла менее 0,1 г.
Длину и ширину зерен измеряли в специальном программном обеспечении [14] по электронным фотографиям проекций профиля зерен. Фотографирование зерен производили под микроскопом с помощью камеры высокого разрешения 5 Мпикс. При визуальном просмотре удаляли склеенные зерна. Расстояние между двумя максимально удаленными точками профиля принимали за вектор длины зерна, а наибольшее расстояние, перпендикулярное этому вектору – за вектор ширины зерна.
Погрешность измерения длины и ширины зерна не превышала 5 %, а погрешность коэффициента формы l/b – 10 %.
Результаты исследования и их обсуждение
Для графической интерпретации распределения параметра l/b определяли вариационный размах его значений в каждой выборке и делили на 10–15 групп. Если частота попадания значений в некоторой группе была меньше 9, рассматриваемую группу объединяли со следующей. По критерию Пирсона проверяли соответствие длины зерен нормальному закону распределения. Уровень значимости при проверке статистических гипотез принимали равным 0,05.
Подавляющее большинство кривых распределения имеют удлиненную правую ветвь. Для представленных на рис. 1 данных коэффициент асимметрии колеблется в диапазоне 1,105–2,357, эксцесса – 1,615–10,179. Таким образом, интервал варьирования значений асимметрии и эксцесса в данном случае еще больше, чем у микропорошков [11]. Установлено, что распределение отношения длины к ширине зерен не подчиняется нормальному закону ни в одной выборке.
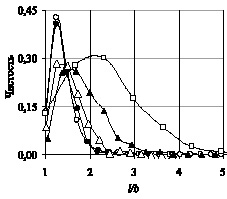
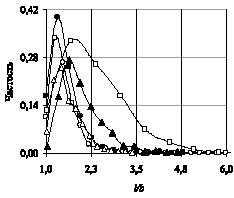
а б
Рис. 1. Плотность распределения l/b зерен фракций шлифовальных порошков F36 (а) и F70 (б): 0 – Q2; ? – Q3; ^ – Q4; Δ – Q5; ? – Q6
Если исходить из формы кривых и значений коэффициентов асимметрии, можно высказать гипотезу о возможности распределения по логарифмически нормальному закону. Значения l/b были прологарифмированы и обработаны статистически. Установлено, что даже после этого во фракциях Q2 и Q3 рассматриваемых зернистостей логарифмически нормальному закону не подчиняется ни одна выборка. Подчиняются логарифмически нормальному закону около 80 % выборок фракций Q4 и Q5 анализируемых зернистостей. Всего из 34 выборок около 40 % имеют логарифмически нормальный закон распределения.
Проведено исследование силы связи значений l/b и b. Если все полученные в работе значения l/b свести в один массив, то коэффициент корреляции l/b и b составил r = – 0,177, что согласно классификации Чеддока [6] свидетельствует о слабой корреляционной зависимости. Поэтому сила связи исследовалась внутри каждой зернистости. Полученные значения коэффициентов корреляции приведены в табл. 1.
Таблица 1
Значения коэффициентов корреляции между всеми значениями геометрических параметров l/b и b в зернистостях
|
Зернистость |
F36 |
F46 |
F60 |
F70 |
F90 |
F120 |
F180 |
|
Коэффициент корреляции |
– 0,580 |
– 0,532 |
– 0,547 |
– 0,614 |
– 0,631 |
– 0,401 |
– 0,389 |
Получили, что при уменьшении интервала варьирования исходных данных коэффициенты корреляции l/b и b увеличились. В данном случае можно говорить о средней силе связи между рассматриваемыми параметрами. Отрицательный знак коэффициента корреляции указывает на то, что связь параметров обратно пропорциональная: при уменьшении параметра b увеличивается параметр l/b.
Если рассматривать силу связи только между средними геометрическими параметрами в каждой фракции для всех зернистостей, то значение коэффициента корреляции равно r = – 0,269, что свидетельствует о низкой силе связи. Коэффициенты корреляции вычисляли для отдельных зернистостей (табл. 2).
Таблица 2
Значения коэффициентов корреляции между средними значениями геометрических параметров фракций (l/b)m и bm в зернистостях
|
Зернистость |
F36 |
F46 |
F60 |
F70 |
F90 |
F120 |
F180 |
|
Коэффициент корреляции |
– 0,963 |
– 0,852 |
– 0,944 |
– 0,979 |
– 0,850 |
– 0,901 |
– 0,979 |
Установлено, что в пределах любой зернистости сила связи между средними значениями параметров фракций, согласно классификации Чеддока, является высокой. В качестве примера на рис. 2 приведена графическая интерпретация связи.
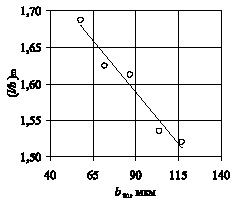
Рис. 2. Зависимость среднего коэффициента формы (l/b)m от средней ширины зерен bm во фракциях зернистости F180
Для исследования возможности расчета среднего коэффициента формы зерен фракции (l/b)m как частного от деления средней длины зерен фракции lm на среднюю ширину зерен фракции bm, указанные значения сравнивали и определяли относительную погрешность расчета Δ. В качестве примера в табл. 3 приведены результаты сравнения для одной из зернистостей.
Таблица 3
Среднее значение коэффициента формы (l/b)m и частное средних lm и bm для фракций зернистости F180
|
Параметр |
Фракция |
||||
|
Q2 |
Q3 |
Q4 |
Q5 |
Q6 |
|
|
(l/b)m |
1,487 |
1,500 |
1,563 |
1,569 |
1,603 |
|
lm / bm |
1,520 |
1,535 |
1,612 |
1,624 |
1,687 |
|
Δ, % |
2,1 |
2,3 |
3,1 |
3,3 |
4,9 |
Проведя аналогичный расчет для всех анализируемых зернистостей, получили, что средняя относительная погрешность составила 2,2 %, а максимальная относительная погрешность – 4,9 %. Последнее значение меньше, чем погрешность измерения коэффициента формы, в 2 раза, поэтому точность расчета среднего коэффициента формы по средним значениям его составляющих допустима.
Коэффициент формы рассматривали как границу классификации формы зерен 3 группы – изометричные (l/b < 1,3), игольчатые (l/b > 2) и промежуточные (1,3 < l/b < 2). В каждой исследуемой фракции шлифовальных порошков вычисляли процентное содержание зерен данных групп. Процентное содержание зерен изометричной разновидности приведено в табл. 4, игольчатой – табл. 5.
Таблица 4
Изменение процентного содержания изометричных зерен (l/b < 1,3) во фракциях анализируемых зернистостей
|
Зернистость |
Фракция |
||||
|
Q2 |
Q3 |
Q4 |
Q5 |
Q6 |
|
|
F36 |
46,3 |
42,9 |
29,9 |
10,3 |
10,5 |
|
F46 |
50,9 |
40,7 |
31,5 |
11,8 |
— |
|
F60 |
34,7 |
33,0 |
23,6 |
16,7 |
12,1 |
|
F70 |
36,3 |
35,0 |
25,9 |
6,9 |
10,3 |
|
F90 |
33,0 |
33,9 |
26,4 |
15,6 |
3,9 |
|
F120 |
46,8 |
41,8 |
30,6 |
13,7 |
29,9 |
|
F180 |
39,5 |
35,8 |
25 |
27,3 |
24,5 |
Таблица 5
Изменение процентного содержания игольчатых зерен (l/b > 2) во фракциях анализируемых зернистостей
|
Зернистость |
Фракция |
||||
|
Q2 |
Q3 |
Q4 |
Q5 |
Q6 |
|
|
F36 |
2,9 |
3,4 |
9,7 |
32,6 |
59,4 |
|
F46 |
6,2 |
6,8 |
9,2 |
30,2 |
— |
|
F60 |
10,9 |
8,6 |
15,3 |
28,5 |
46,3 |
|
F70 |
8,4 |
10,7 |
14,5 |
37,9 |
56,3 |
|
F90 |
11,4 |
9,0 |
11,3 |
18,5 |
55,6 |
|
F120 |
4,8 |
7,5 |
10,8 |
30,9 |
26,3 |
|
F180 |
11,3 |
12,9 |
15 |
16,6 |
20,4 |
Получили, что с уменьшением размера ячейки проходного сита (от фракции Q2 до Q6) во всех зернистостях количество изометричных зерен убывает. Причем для всех зернистостей, кроме F120 и F180, оно уменьшается более существенно, чем размер ячейки сита. Например, для зернистости F90 количество изометричных зерен убывает почти в 10 раз, в то время как размер ячейки проходного сита уменьшается с 250 до 106 мкм, или в 2,4 раза.
Установили, что количество игольчатых зерен при уменьшении размера ячейки проходного сита во всех зернистостях увеличивается. Для всех зернистостей, кроме F180, оно увеличивается более существенно, чем уменьшается размер ячейки проходного сита. Например, для зернистости F36 количество игольчатых зерен возрастает почти в 20 раз, в то время как размер ячейки проходного сита уменьшается с 800 до 355 мкм, или в 2,4 раза.
Процентное содержание зерен промежуточной разновидности, как показали подсчеты, во фракциях Q2–Q5 рассмотренных зернистостей практически одинаково и составляет примерно 45–55 %. Во фракциях Q6 зернистостей имеется около 30–40 % промежуточных зерен.
Выводы
1. Распределения коэффициента формы l/b фракций имеют удлиненную правую ветвь, характеризуются положительными значениями асимметрии и эксцесса и не подчиняются нормальному закону. После логарифмирования около 80 % фракций Q4 и Q5 рассматриваемых зернистостей стали подчиняться логарифмически нормальному закону. Из всех выборок около 40 % подчиняются логарифмически нормальному закону распределения.
2. Корреляционная связь между коэффициентом формы l/b и шириной зерна b обратно пропорциональная: при уменьшении параметра b параметр l/b возрастает. Сила связи растет по мере уменьшения интервала варьирования данных. Наибольшей силой обладает связь между средними значениями (l/b)m и bm внутри каждой зернистости.
3. При уменьшении размера ячейки проходного сита доля изометричных зерен с коэффициентом формы l/b < 1,3 во фракциях анализируемых зернистостей убывает; доля игольчатых зерен с коэффициентом формы l/b > 2 возрастает; доля промежуточных зерен для всех фракций, кроме самой мелкой, оседающей на поддоне, примерно одинакова и составляет 45–55 %.
4. Среднее значение коэффициента формы можно получить делением средней длины зерна на среднюю ширину. Погрешность такого расчета составляет не более 5 %.
Библиографическая ссылка
Носенко В.А., Александров А.А., Авилов А.В. КОЭФФИЦИЕНТ ФОРМЫ ЗЕРЕН ФРАКЦИЙ ШЛИФОВАЛЬНЫХ ПОРОШКОВ КАРБИДА КРЕМНИЯ ЧЕРНОГО // Современные наукоемкие технологии. 2017. № 2. С. 53-57;URL: https://top-technologies.ru/ru/article/view?id=36584 (дата обращения: 31.03.2026).