



В период кризиса и санкционных действий со стороны западных стран, часть из которых являются поставщиками оборудования, материалов, сырья, программных продуктов, отечественным компаниям, особенно государственным предприятиям, приходится трансформировать свою деятельность, а именно: расширять производство и повышать уровень производительности, модернизировать технологическую базу. В связи с сокращением бюджетных средств и программой импортозамещения экономить денежные средства можно путем не только собственного производства сырья, станков, оборудования и т.п., но также за счет сокращения издержек производства, в том числе с помощью автоматизации рабочих процессов производства и более логичной организации действий между структурными подразделениями и внутри них.
С учётом возрастающих требований к скорости и степени автоматизации процесса контроля состояния парка технологических машин, конструкций, объектов наряду с приборными средствами для неразрушающего контроля (НК) на первый план выходят инструменты для подготовки технологических карт (ТК) контроля, обработки и надежного архивирования самих результатов контроля. Такими инструментами, как правило, являются специализированные (прикладные) программные средства и комплексы [2].
Управление данными о технологии производства (контроля) и его подготовки является составной и неотъемлемой частью в промышленном производстве. ТК контроля является обязательной составляющей технологической документации (ТД) на любом предприятии, осуществляющем выпуск сложной наукоёмкой продукции. При помощи автоматизации основных технологических и производственных процессов можно добиться более гибкой управляемости предприятием, обеспечить требуемое качество выпускаемой продукции, повысить экономическую эффективность [3].
Для того чтобы определить место НК в структуре промышленного предприятия, рассмотрим этапы создания нового изделия, которые представлены на рис. 1.
p>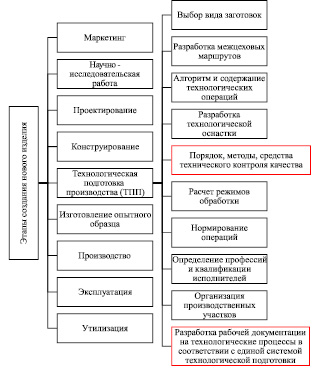
Рис. 1. Этапы создания нового изделия
ТПП следует сразу после проектирования и конструирования изделия и включает в себя поэтапный алгоритм подготовки к изготовлению. Одними из таких этапов являются определение порядка, методов, средств технического контроля качества (разрушающий и неразрушающий контроль) и разработка рабочей документации (маршрутные и операционные ТК, карты контроля и т.д.). Ключевым звеном из этой последовательности для данной статьи являются ТК НК.
Исходя из разностороннего анализа предметной области и выполненных прикладных исследований, были разработаны версии программного обеспечения (ПО) «Техкарта ВИК» и «Техкарта по капиллярному контролю», предназначенные для технологической подготовки производства в части автоматизированного составления ТК по визуальному и измерительному контролю (ВИК) и капиллярному контролю (КК) сварных соединений. Актуальность разработки и применения ПО обусловлена отсутствием единого, унифицированного формата оформления выходного документа ТК, наличием неточностей и ошибок в ТК, нарушением требований содержания текстовой и графической части ТК, использованием различных, в том числе неактуальных, информационных источников нормативно-технической документации для ТК, длительными сроками передачи и согласования ТК. Тем самым разработанные ПО уже на начальном уровне своего применения существенно сокращают длительность разработки ТК на основе формализации этапа подготовки и кодирования исходной конструкторско-технологической, методической и нормативно-технической информации. ПО представляет собой фундамент для информационной системы разработки ТК по различным видам контроля, объектам промышленности, элементам контроля (сварные соединения, наплавки, основной материал и т.д.). Эта информационная система может быть интегрирована в электронный конструкторско-технологический документооборот на основе применения универсального обменного XML-формата, а также позволяет оптимизировать схему обработки данных, уменьшить трудозатраты на выполнение отдельных технологических операций [3].
Автоматизация технологической подготовки неразрушающего контроля сварных соединений – достаточно сложный и подчас трудоемкий процесс, представляющий собой совокупность взаимосвязанных научно-технических процессов, обеспечивающих технологическую готовность проведения подобного рода контроля [4].
Для обоснования необходимости разработки и внедрения нового ПО специалисты обращаются к оценке его экономической эффективности, на основании которой будет видна материальная выгода и целесообразность нового продукта.
Разработка и внедрение нового ПО позволяет снизить трудозатраты инженера-технолога, связанные с рутинной работой, а также организовать более логичную и функциональную связь между взаимодействующими отделами на предприятии, что повышает экономические и хозяйственные показатели подразделений и предприятия в целом.
В связи с этим определению экономического эффекта всегда уделяется повышенное внимание. В частности, исследованию различных методических подходов к оценке экономического эффекта значительное внимание в своих работах уделяли следующие ученые и эксперты: Г. Галкин, Л. Трофимова, А. Поддубный, О. Чернов, Ж. Садыкова и др. [1].
Специфический характер проявления экономического эффекта требует и специальных методов и методик его определения. В целом можно выделить три основные группы методов, позволяющих определить эффект от внедрения: финансовые (они же количественные), качественные и вероятностные [1]. При рассмотрении долгосрочных финансируемых проектов, зависящих от множества факторов, наиболее рационально использовать комбинацию этих методов. В случае с исследуемым проектом достаточно использовать финансовый метод для определения эффективности, т.к. затрачиваемые суммы денежных средств и период разработки и внедрения ПО невелики.
Согласно методике, предложенной в [5], показателем эффективности проектирования и внедрения нового ПО является ожидаемый экономический эффект, определяемый по формуле
Э = Эр – Ен, (1)
где Эр – годовая экономия средств; Ен – нормативный коэффициент (Eн = 0,15); показывает размер минимально допустимой эффективности. В расчетах годового экономического эффекта используется нормативный коэффициент экономической эффективности капитальных вложений 0,15, поскольку мероприятия по автоматизации управления относятся к новой технике; Кп – капитальные затраты на проектирование и внедрение, включая первоначальную стоимость программы, рассчитываются с учетом длительности работ на определенном этапе.
Продолжительность работ можно рассчитать на основании экспертных оценок по формуле
 (2)
(2)
где Т0 – ожидаемая продолжительность работ; Тmin и Тmax – наименьшая и наибольшая, по мнению эксперта инженера-технолога, длительность работы.
Разработка и внедрение нового ПО на предприятии предполагает несколько этапов: разработка технического задания (ТЗ), анализ ТЗ, оформление и согласование ТЗ, разработка алгоритма (программного кода), доработка ПО, отладка и тестирование ПО, внедрение на предприятие, обучение технологов.
Данные расчетов ожидаемой длительности работ приведены в табл. 1.
В итоге из (2) имеем, что разработка и внедрение составляют 82 дня или 4 рабочих месяца.
Капитальные затраты на этапе проектирования Кк рассчитываются по формуле
Кк = С + Zп + Мп + Н, (3)
где С – первоначальная стоимость программного продукта – стоимость программного пакета FastReport (13000 руб.), являющегося одним из лучших по своим функциональным и потребительским свойствам генератором отчетов для различных сред и платформ разработки (.Net, VCL, FMX и др.); Zп – заработная плата специалистов, задействованных на всех этапах проектирования и внедрения; Мп – затраты на использование ЭВМ на этапе проектирования и внедрения – c учетом внедрения на крупном действующем предприятии, принимаем за ноль; Н – накладные расходы на этапе проектирования и внедрения – c учетом внедрения на крупном действующем предприятии, принимаем за ноль.
Разрабатывали и внедряли ПО два сотрудника предприятия, заработная плата которых за 4 месяца составила 320000 руб. (зарплата каждого в месяц составляет 40000 руб.).
В соответствии с (3) капитальные затраты при этом составят 333000 руб.
Если пользователь при экономии i-вида работ с применением программы экономит ΔTi, часов, то повышение производительности труда Pi определяется по формуле
 (4)
(4)
где Fj – время, которое планировалось пользователем для выполнения работы j-вида до внедрения программы (ч).
В табл. 2 представлен алгоритм работы инженера-технолога при разработке ТК до применения ПО и с помощью внедряемого ПО, а также вычисленное с помощью (4) повышение производительности труда.
Несмотря на то, что ВИК является наиболее простым и повсеместным методом НК, сложность разработки ТК по ВИК может отличаться. Это связано прежде всего со сложностью объекта контроля (сварного шва) и доступом к нему.
Экономию, связанную с повышением производительности труда инженера-технолога Р, определим по формуле
 (5)
(5)
где Zп – среднегодовая заработная плата инженера-технолога.
На рассматриваемом предприятии в лаборатории НК разработкой ТК занимается 1 инженер-технолог, при этом экономия согласно (5) составит 440000–1400000 руб.
Экономический эффект от разработки и внедрения нового ПО, в соответствии с (1), составит от 390050 до 1350050 руб. в год.
Если рассматривать, что количество запросов на разработку ТК на начальном этапе останется неизменным, то, освобождая рабочее время, инженер-технолог будет иметь возможность повышать квалификацию, развиваться в предметной области, осваивать новые методы контроля.
Предполагается, что при более отлаженной, быстрой и эффективной работе по разработке ТК количество запросов от заказчиков возрастет.
Таблица 1
Длительность работ на этапах проектирования и внедрения
|
Наименование работ |
Длительность работ, дней |
||
|
минимум |
максимум |
ожидаемая |
|
|
Разработка технического задания |
1 |
2 |
2 |
|
Анализ технического задания |
2 |
3 |
3 |
|
Оформление и согласование ТЗ |
1 |
2 |
2 |
|
Разработка алгоритма |
5 |
10 |
7 |
|
Доработки ПО |
10 |
20 |
14 |
|
Отладка ПО |
10 |
20 |
14 |
|
Тестирование ПО смежными организациями |
10 |
20 |
14 |
|
Внедрение ПО на предприятии |
20 |
30 |
24 |
|
Обучение технологов |
1 |
2 |
2 |
Таблица 2
Работы инженера-технолога
|
№ п/п |
Вид работ |
До автоматизации, Fj, в зависимости от сложности ТК, мин |
Экономия времени, ΔT, в зависимости от сложности ТК, мин |
Повышение производительности труда Рi, в зависимости от сложности ТК, % |
|
1 |
Ввод информации |
20–40 |
15–35 |
300–700 |
|
2 |
Анализ и выборка данных |
5–10 |
4–9 |
400–900 |
|
3 |
Подготовка и печать отчетов |
5–20 |
4–19 |
400–1900 |
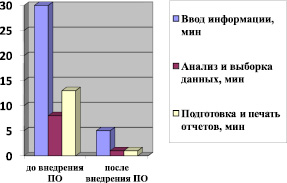
Рис. 2. Сравнительная характеристика длительности работ инженера-технолога по разработке ТК по ВИК до и после разработанного ПО
Для анализа эффективности созданного ПО были собраны экспертные мнения инженеров-технологов лаборатории НК, компетентных в составлении ТК по ВИК. Результаты представлены на рис. 2.
Из проведенного хронометража, анализа работы инженера-технолога в условиях реального производства и полученных численных результатов возможно резюмировать следующее:
– внедрение в эксплуатацию разработанного ПО позволило сократить время на ввод исходных данных в среднем с 15 до 35 минут;
– внедрение в эксплуатацию разработанного ПО позволило сократить время на анализ и выборку данных в среднем с 4 до 9 минут;
– внедрение в эксплуатацию разработанного ПО позволило сократить время на подготовку и печать отчетов (готовых ТК) в среднем от 4 до 19 минут;
– внедрение в эксплуатацию разработанного ПО позволило увеличить возможное количество разработанных ТК за день в среднем с 6 до порядка 50 из расчета восьмичасового рабочего дня инженера-технолога;
– экономический эффект от разработки и внедрения нового ПО составит в среднем 870050 рублей в год.
Библиографическая ссылка
Ковшов Е.Е., Москвичева И.С. АВТОМАТИЗАЦИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ КАРТ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАК СПОСОБ ПОВЫШЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА // Современные наукоемкие технологии. 2016. № 5-3. С. 454-458;URL: https://top-technologies.ru/ru/article/view?id=35932 (дата обращения: 14.12.2025).