



В процессе как изготовления, так и ремонта металлических деталей могут применяться такие связанные с термическим воздействием методы, как сварка, наплавка, восстановление покрытий газотермическим напылением а также различные виды упрочняющей термической обработки, включая закалку стальных деталей с последующим отпуском.
Следствием неравномерности и неоднородности объёмных изменений в изделиях при охлаждении в них возникают термические, а в случае протекания структурных превращений – и фазовые остаточные напряжения, оказывающие существенное влияние на надёжность, долговечность и коррозионную стойкость. Поэтому вопрос оптимизации остаточных напряжений в металлических термообработанных деталях представляет значительный практический интерес.
Одним из современных методов повышения механических свойств металлических материалов является использование в качестве закалочной среды пульсирующего дозвукового водовоздушного потока. Закалка осуществляется с помощью установки, позволяющей генерировать дозвуковые пульсирующие воздушные или водовоздушные потоки. Установка (рисунок) состоит из системы подачи воздуха, устройства возбуждения пульсаций, рабочей камеры и магистрали подвода охлаждающей жидкости. В установке создается пульсирующий воздушный поток с частотой колебаний 400–1200 Гц, импульсным воздушным давлением около 10 КПа и переменным звуковым давлением до 100 дБ, оказывающий комплексное воздействие на помещённое в установку изделие. В воздушный поток может вводиться по магистрали охлаждающая жидкость, в качестве которой обычно используется вода.
Предварительно нагретое до температуры закалки изделие после требуемой выдержки в печи при заданной температуре помещается в рабочую камеру установки, куда подается пульсирующий воздушный или водовоздушный поток, прошедший через набор диафрагм, установленных в канале на пути движения воздуха, истекающий из кольцевого сопла и взаимодействующий с резонатором. Происходит охлаждение изделия с заданной скоростью за счет однофазного или двухфазного (воздушного или водовоздушного) пульсирующего потока.
Скорость охлаждения изделия регулируется увеличением или уменьшением расхода охлаждающей жидкости. Воздействие пульсаций закалочной среды в процессе охлаждения стали обеспечивает по сравнению с закалкой в традиционных средах (вода, масло) более высокую дисперсность продуктов мартенситного превращения и продуктов распада мартенсита в ходе последующего отпуска. В результате закаленные с применением импульсного воздействия стальные изделия после окончательной термической обработки обладают повышенными механическими свойствами: прочностью, пластичностью, ударной вязкостью.
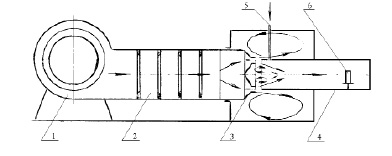
Установка для обдува термообрабатываемых изделий воздушным или водовоздушным пульсирующим потоком: 1 – воздуходувка ТВР-3; 2 – успокоительная камера; 3 – генератор пульсаций; 4 – рабочая камера; 5 – подвод воды; 6 – объект обдува
Совмещение с воздействием пульсирующего потока регулирования скорости охлаждения в процессе закалки позволяет управлять свойствами изделий, а также уровнем и знаком остаточных напряжений, которые способны оказывать значительное влияние на конструктивную прочность, как сочетание требуемого уровня значений показателей статической прочности, надежности и долговечности [1–10].
Было проведено исследование влияния дозвукового низкочастотного пульсирующего потока при закалочном охлаждении на уровень и знак остаточных напряжений в сталях.
Остаточные напряжения после закалки делятся на температурные и фазовые. Чтобы исключить влияние последних, внутренние напряжения определялись на кольцевых образцах из стали аустенитного класса 12Х18Н9Т (C – 0,12 %, Cr – 18 %, Ni – 9 %, Ti – 0,5 %), в которой отсутствует мартенситное превращение в области положительных температур.
Уровень остаточных напряжений в зависимости от термической обработки оценивался с помощью колец Френча.
Кольцевые образцы подвергались нагреву до температуры 900 °C. Охлаждение образцов проводилось в воде и в пульсирующем дозвуковом водовоздушном потоке. Полученные значения величин остаточных напряжении приведены в таблице.
Значения остаточных напряжений в образцах из стали 12Х18Н9Т после закалки
|
Режим закалки |
Свойства |
||
|
Температура нагрева, °C |
Среда охлаждения |
HRB |
σост, МПа |
|
900 |
вода |
70–80 |
37 |
|
пульсирующая водовоздушная смесь |
70–80 |
–25 |
|
Как видно из приведённых в таблице результатов, обработка пульсирующим потоком оказывает влияние не только на величину, но и на знак остаточных напряжений, при этом сама величина напряжений уменьшается.
В дальнейшем было изучено влияние пульсирующего дозвукового водовоздушного потока на напряженно-деформированное состояние стали 40Х при термообработке.
Для стали 40Х, как и для многих других конструкционных сталей, распространённым способом придания требуемых механических и эксплуатационных свойств является закалка с последующим отпуском. Среди других видов термической обработки закалку выделяет высокая скорость охлаждения после нагрева, обеспечивающего аустенитное состояние, необходимая в большинстве случаев для переохлаждения аустенита до температуры начала мартенситного превращения. Критическая скорость охлаждения может составлять сотни градусов в секунду. В результате при охлаждении термические временные напряжения, возникающие за счёт градиента температур по объёму изделия, могут превосходить значение предела текучести (при данной температуре), вызывать пластическую деформацию, и после выравнивания температурного поля в наружных слоях изделия будут иметь место сжимающие (отрицательные), а во внутренних слоях – растягивающие (положительные) остаточные термические напряжения.
К пластической деформации материала приводят фазовые структурные напряжения, возникающие в ходе мартенситного превращения, сопровождающегося увеличением объёма. Остаточные фазовые напряжения в наружных слоях – положительные, во внутренних – отрицательные, и таким образом, имеют знаки, противоположные знакам остаточных термических напряжений.
Фазовые напряжения алгебраически складываются с термическими и в зависимости от соотношения их величин могут образовываться различные эпюры распределения напряжений по сечению. Остаточные напряжения, возникающие в процессе закалки, полностью не устраняются даже после высокого отпуска, поэтому перед современными способами термообработки, включая комбинированные, стоит задача по осуществлению эффективного управления напряжениями в изделиях.
Были проведены исследования влияния пульсирующего дозвукового водовоздушного потока на напряжения в стали 40Х при закалке и уровня остаточных напряжений в стандартно закалённых изделиях после отпуска с импульсной обработкой. Исследования проводились на экспериментальной установке, генерирующей воздушные и водовоздушные пульсирующие потоки.
Нагретый до температуры закалки, составляющей для стали 40Х 860 °C, образец помещался в установку. Скорость охлаждения регулировалась изменением расхода охлаждающей жидкости, в качестве которой использовалась вода, диспергируемая пульсирующим газовым потоком.
В ходе оценки воздействия пульсирующего дозвукового водовоздушного потока на сталь в процессе закалочного охлаждения были проведены исследования её влияния на уровень напряжений и деформаций при закалке.
Сравнение величин напряжений при стандартной и экспериментальной обработках осуществлялось с помощью образцов из стали 40Х длиной 52 мм и поперечным сечением 4,2×2,3 мм. Максимальный прогиб образцов под действием закалочных напряжений составил 0,06 мм при стандартной закалке в масле и 0,02 мм при закалке в пульсирующем дозвуковом водовоздушном потоке.
Среднее значение наибольших тангенциальных остаточных напряжений в образцах Френча, закалённых в масле, составило –90,5 МПа. Среднее значение максимальных тангенциальных остаточных напряжений в образцах, закалённых в установке под воздействием пульсирующего водовоздушного потока, составило 32,6 МПа, что свидетельствует о преобладании в них фазовых остаточных напряжений. Это может быть объяснено более полным превращением аустенит-мартенсит при закалке в пульсирующем водовоздушном потоке, о чём говорит повышение твёрдости с 53 единиц HRC после закалки в масле до 55 единиц HRC после закалки в установке.
Низкое значение фазовых остаточных напряжений является результатом значительной дисперсности продуктов мартенситного превращения по сравнению со стандартной закалкой и соответственно меньших напряжений и деформаций, вызванных структурными превращениями, а также релаксацией остаточных напряжений под действием пульсирующего водовоздушного потока: по всему объёму возникают колебательные напряжения, изменяющиеся в пределах амплитудных значений от –max до +max с частотой, пропорциональной частоте колебаний параметров газового потока. Максимальные суммарные значения напряжений возникают в местах концентраторов остаточных напряжений, что способствует наряду с общим уменьшением уровня остаточных напряжений и снижению их числа.
В дальнейшем были проведены исследования воздействия пульсирующих воздушных струй в процессе охлаждения после отпуска стандартно закалённых в масле образцов из стали 40Х на уровень остаточных напряжений. Данные, полученные с помощью колец Френча, показывают, что остаточные напряжения после отпуска с импульсной обработкой в среднем на 35 % меньше, чем остаточные напряжения в образцах, не подвергавшихся импульсному воздействию. Нагрев при отпуске уменьшает сопротивление движению дислокаций и облегчает их перемещение под воздействием пульсирующего воздушного потока, а значит, и релаксацию остаточных напряжений, а кроме того, происходит сглаживание неравномерности распределения остаточных напряжений, приводящей к поводкам и короблениям. В результате, распределение остаточных напряжений становится более плавным, поэтому релаксация с течением времени оставшихся равномерно распределённых остаточных напряжений не будет приводить к неравномерным деформациям, а изменение размеров изделия будет сведено к минимуму при сохранении его формы.
По результатам исследований можно сделать вывод о том, что воздействие пульсаций воздушного или водовоздушного потока позволяет снизить уровень напряжений в металлических изделиях и уменьшить деформации. При этом охлаждающая способность установки может варьироваться от скорости, превышающей скорость охлаждения в масле, до скорости охлаждения воздушным потоком.
Библиографическая ссылка
Иванов Д.А. ВЛИЯНИЕ ПУЛЬСИРУЮЩЕГО ГАЗОВОГО ПОТОКА НА НАПРЯЖЕННОЕ СОСТОЯНИЕ ТЕРМООБРАБОТАННЫХ ДЕТАЛЕЙ // Современные наукоемкие технологии. 2015. № 2. С. 64-67;URL: https://top-technologies.ru/ru/article/view?id=34886 (дата обращения: 02.07.2025).