



Заклёпочные соединения являются основным видом соединений в современной авиации благодаря высокому ресурсу и живучести, низкой себестоимости, возможности автоматизации сборочных работ и другим факторам. Основными параметрами их качества являются статическая и усталостная прочность, а также герметичность.
Герметичность – способность оболочки (корпуса), отдельных её элементов и соединений препятствовать газовому или жидкостному обмену между средами, разделёнными этой оболочкой. Требования к степени герметичности оболочки определяются, исходя из условий обеспечения нормального течения рабочего процесса, для которого осуществляется герметизация.
Качество заклёпочных соединений с точки зрения герметичности не всегда адекватно уровню современной техники, что выражается в наличии определённого количества видимых утечек топлива, которые не допускаются требованиями стандартов. На рис. 1 приведена схема истечения уплотняемой среды через непотайное заклёпочное соединение при отсутствии герметизации. Как правило, такой уплотняемой средой являются керосин или воздух.
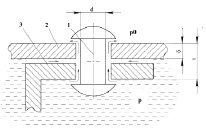
Рис. 1. Схема истечения уплотняемой среды через непотайное заклёпочное соединение при отсутствии герметизации:1 – заклёпка, 2 – обшивка, 3 – стрингер; d – диаметр соединения; δ – эффективная длина продольного контакта; p – давление уплотняемой среды; p0 – давление вне рабочей зоны
Утечка воздуха, газов и жидкостей в клепаных швах происходит через зазоры между контактными поверхностями листов и между заклепками и отверстиями (рис. 2). Зазоры в клепаных соединениях образуются в результате деформаций, возникающих в процессе сборки изделий, а также процессе действия эксплуатационных нагрузок.
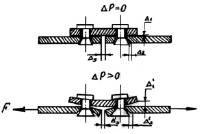
Рис. 2. Появление зазоров в клепаных соединениях
Утечка через зазоры между контактными поверхностями может быть устранена только при помощи специальных герметизирующих материалов – герметиков, самопроизвольно заполняющих зазоры.
Герметизация клепаных швов и изделий при помощи различного рода уплотнительных материалов осуществляется следующим основными способами герметизации:
а) поверхностной;
б) внутришовной;
в) комбинированной.
Поверхностная герметизация не требует разборки соединения для нанесения герметизирующих материалов, а также повышенной точности сборки. Поверхностная герметизация выполняется в такой последовательности: сборка и клепка изделия, обезжиривание герметизируемых поверхностей, нанесение и отверждение герметика и контроль качества герметизации.
Внутришовная герметизация осуществляется: прокладыванием герметизирующих материалов после сверления отверстий, для чего соединение необходимо разобрать и вновь собрать; заполнением зазоров или специальных каналов между сопряженными поверхностями деталей герметизирующим материалом в окончательно собранных соединениях. Трудоемкость внутришовной герметизации с прокладыванием герметизирующего материала в 3–4 раза выше, чем трудоемкость поверхностной герметизации. Основной недостаток – требования высокой точности подгонки и высокой жесткости изделий.
Метод комбинированной герметизации заклепочных швов включает все операции внутришовной и поверхностной герметизаций и отличается наибольшей трудоемкостью. Применяется в исключительных случаях, главным образом, когда отсутствуют уплотнительные материалы, полностью отвечающие предъявляемым к ним требованиям.
Герметизации подвергаются практически все внутренние объёмы современных самолётов, включая топливный, пассажирский и приборный отсеки. Это приводит к увеличению веса, а также трудоёмкости и себестоимости сборки узлов и панелей, выходящих на внешний контур. Поэтому сокращение объёма данной технологии желательно с точки зрения повышения качества изделий авиационной техники, однако такое решение возможно только при условии обеспечения герметичности другими технологическими мероприятиями.
Негерметичностью называют величину, равную утечке q, при которой давление в испытуемой конструкции объемом υ (в литрах) за время t, равное 1 с, упадет на величину ∆P (в паскалях):
 л(Па/c).
л(Па/c).
Методы оценки герметичности заклепочных соединений можно разделить на две большие группы.
Эмпирические методы
В настоящее время герметичные свойства заклёпочных соединений в значительной степени исследуются экспериментально, причём на основе качественной оценки. Известные методы контроля герметичности заклепочного соединения и их чувствительность представлены в таблице.
|
Метод контроля герметичности |
Чувствительность метода, q л⋅мк/с |
|
Способ дождевания |
– |
|
По изменению давления а) по спаду давления б) метод натекания |
10 0,5 |
|
Местный контроль вакуумными колпачками |
2…3 |
|
Гидростатический |
0,05 |
|
Метод аквариума |
0,1…0,2 |
|
Галойдный |
0,001…0,2 |
|
Дисперсной массы |
0,00001…0,001 |
Рассмотрим подробнее эмпирические методы контроля герметичности заклепочного соединения.
Способ дождевания состоит в поливе внешней поверхности контролируемого изделия через специальные распылители дистиллированной водой с хромпиком. Степень герметичности оценивается числом капель жидкости, обнаруживаемых на внутренней поверхности изделия. Применяется метод для проверки водонепроницаемости воздушных отсеков и кабин летчика и для предварительной проверки герметичности топливных баков.
Контроль герметичности по изменению давления выполняется в двух вариантах:
а) по спаду давления – в изделии создается избыточное давление P0 воздуха. При негерметичности изделия давление P0 в течение времени снизится до Pt. Разность в интервале заданного времени и служит основанием для оценки (количественного выражения) утечки q.
б) методом натекания – в контролируемом изделии с помощью вакуумной установки создается вакуум 0,133 Па. Изменение P0 и Pt осуществляется с помощью вакуумметра. За время t в контролируемое изделие натечет воздух из окружающей среды и это будет зафиксировано вакуумметром. Чувствительность данного метода существенно превосходит чувствительность метода по спаду давления (главным образом благодаря высокой точности вакуумметра), и поэтому этот метод находит большее применение.
Контроль герметичности с помощью вакуумных колпачков осуществляется на отдельных участках заклепочного соединения герметичного изделия. Контролируемый участок шва покрывают мыльной пеной, на него устанавливают прозрачный колпак и создают под ним вакуум. Места утечки выявляют по образованию пузырей мыльной пены.
Гидростатический метод предусматривает заполнение контролируемой емкости рабочей жидкостью (керосином, дистиллированной водой), создание избыточного давления и выдержку в течение заданного времени. Места утечки определяются по появлению пятен керосина на меловой обмазке, нанесенной на контролируемые швы.
Метод аквариума (пневмогидравлический метод) выполняется путем погружения изделия в резервуар. При этом изделие заполняется воздухом или газом и создается избыточное давление. Оценка герметичности изделия осуществляется по появлению пузырей воздуха в местах утечки.
Галойдный метод. При этом методе изделие подвергают опрессовке галоидосодержащим газом при небольшом избыточном давлении. Поиск течи осуществляется обычно с помощью специального галоидного течеискателя типа ГТИ, прибора, реагирующего на прохождение фреона.
Масс-спектрометрический анализ основан на том, что в условиях глубокого вакуума (2.5⋅0,13 МПа) и электромагнитного поля молекулы газов, находящиеся в составе контрольного вещества, распадаются на ионы.
Таким образом, оценка герметичности заклёпочных соединений в значительной степени происходит экспериментально, причём на основе качественной оценки. Такой подход, как правило, не позволяет получить численное значение величины утечки уплотняемой среды и, следовательно, оценить её влияние на экологию, пожарную безопасность или предельную дальность полёта. Количественные требования к герметичности заклёпочных соединений не предъявлены.
Поскольку наличие проницаемости присуще каждому механическому контакту, результат качественной оценки во многом определяется условиями проведения эксперимента. Качественная оценка устанавливает факт накопления утечки определённой величины, однако не даёт полной информации о причинах её возникновения. Такой подход в ряде случаев не позволяет выявить однозначную взаимосвязь между параметрами соединения и герметичными свойствами, а большое количество факторов различной природы, влияющих на проницаемость, практически исключает эмпирический поиск их оптимального сочетания.
В условиях высокой стоимости количественных методов испытаний на герметичность повышение качества заклёпочных соединений по данному критерию во многом определяется созданием соответствующих расчётных методов, которые позволят наиболее полно описать явления, протекающие в конструкциях, и увязать обеспечение герметичности с другими параметрами качества. В рамках данных методов необходимо установить количественные характеристики проницаемости, определить условия начала разгерметизации и рекомендовать оптимальные конструктивно-технологические решения.
Установлено, что расход уплотняемой среды будет зависеть от типа заклепки, метода образования замыкающей головки, от величины натяга, высоты микронеровностей на поверхности отверстия, а также от значений нагрузки на всех этапах жизненного цикла соединения (при формировании и эксплуатации). Выявление зависимостей между данными параметрами и количеством утечки позволяет создавать соответствующие расчетные методы, способные наиболее полно описать явления, протекающие в конструкциях, увязать обеспечение герметичности с другими параметрами качества, получить численное значение расхода через единичное заклёпочное соединение и в итоге рекомендовать оптимальные конструктивно-технологические решения.
Оценка герметичности заклёпочных соединений является важной задачей, направленной на повышение качества авиационных конструкций. Так разработка новых, более точных и совершенных методов теоретического расчета, может существенно снизить потребность в испытаниях. Очевидно, что полный отказ от экспериментальной оценки невозможен, но уменьшение количества испытаний соответственно уменьшит и стоимость, и трудоемкость производства.
Таким образом, разработка методов оценки герметичности заклёпочных соединений является актуальной задачей, направленной на повышение качества авиационных конструкций.
Библиографическая ссылка
Демидов А.И., Молокова С.В. ИССЛЕДОВАНИЕ МЕТОДОВ ОЦЕНКИ ГЕРМЕТИЧНОСТИ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ // Современные наукоемкие технологии. 2013. № 8-2. С. 190-192;URL: https://top-technologies.ru/ru/article/view?id=32071 (дата обращения: 26.03.2026).