



В современной практике эксплуатации станков с числовым программным управлением (ЧПУ) широко применяется в качестве диагностического средства испытание точности круговой интерполяции. Такой тест позволяет определить как точностные возможности станка в плане обработки сложных поверхностей, так и (при наличии соответствующего программного обеспечения) оценить геометрическую точность станка вообще. Наиболее эффективно выполнять испытание точности круговой траектории с применением системы типа ballbar, например, фирмы Renishow, или KGM фирмы Heidenhain. Однако такая оснастка имеет весьма высокую стоимость, и не все предприятия могут позволить себе это оснащение.
Стандарт [1] предусматривает выполнение испытаний такого вида более простым способом – обкаткой эталонной оправки. Но стандарт не устанавливает ни конкретной методики испытания, ни методологии обработки результатов. Можно предложить следующий порядок проведения испытания:
1. Установить и закрепить в шпинделе станка контрольную оправку 3. Установить и закрепить на столе станка державку 2.
2. Совместить оси державки 2 и оправки 3 (рис. 1), например, с помощью центроискателя. В системе ЧПУ перейти в область управления «Параметры», в раздел «Смещение нуля». Установить фактические координаты по Х и Y как нуль программы, например, под адресом G54.

Рис. 1

Рис. 2
3. Переместить стол станка на величину RP = 50 мм по оси Х в режиме ручного ввода данных (MDI).
4. Опустить шпиндельную бабку вниз так, чтобы оправка 3 вошла в паз планки (рис. 2).
5. Установить и закрепить в планке индикатор 1, выставить его на «0».
6. Набрать в режиме MDI программу круговой интерполяции по часовой стрелке. Можно выполнять движение по дуге с обычной рабочей подачей порядка 100 мм/мин, останавливаясь через каждые 5°. В системе ЧПУ SINUMERIK 840D кадр такого перемещения может выглядеть так:
G2G54G91AR=5RP=50F100.
7.1. Включить отработку кадра. После остановки движения, зафиксировать отклонение δr по индикатору 1. Занести данные в Microsoft Excel в виде следующей таблицы:
Таблица 1
|
№ |
X |
Y |
δr |
θ |
R+ δr |
Возобновить отработку программы, повторяя эти действия до прохождения полной окружности.
7.2. В некоторых системах ЧПУ бывает невозможно программировать движение по дуге в полярных координатах в приращениях. В этом случае можно выполнять останов программы через равные промежутки времени t (с):
 , (1),
, (1),
где F – скорость подачи, мм/мин; n – число контрольных точек по окружности, зависит от требуемой точности испытания.
Кадр для отработки круговой интерполяции может выглядеть так:
G2G54X50Y0I-50J0F100.
Запустить программу круговой интерполяции. Через каждые t секунд останавливать программу, фиксировать координаты X и Y по дисплею системы ЧПУ и отклонение δr по индикатору 1. Записать данные в табл. 1. Возобновить отработку программы до прохождения полной окружности.
8. Построить график отклонений в полярной системе координат. В качестве радиус-вектора принимается величина δr, полярный угол θ определяется (если программирование движения производилось по методике 7.2.):
 , (2),
, (2),
если Y>0, то θ остается без изменений, если Y<0, то θ = – θ.
9. Аналогично пп. 6-7 отработать программу круговой интерполяции против часовой стрелки (G3). Построить график в той же системе координат, что в п.8.
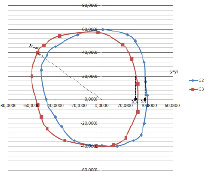
Рис. 3
9. В качестве результата – отклонения траектории круговой интерполяции от круглости – принимается наибольшее значение δrmax (рис. 3) Дополнительно можно оценить люфт в приводе подачи как разность абсцисс для оси Х:
 (3)
(3)
или ординат для оси Ш точек графиков интерполяции G2 и G3.
Таким образом, на основе результатов диагностики можно оценить возможности станка по обеспечению необходимой точности обработки круговых контуров.
Библиографическая ссылка
Белов С.А., Чухонцева О.В., Хусаинов Р.М. Методика испытания на точность круговой интерполяции на станках с ЧПУ // Современные наукоемкие технологии. 2013. № 8-2. С. 178-180;URL: https://top-technologies.ru/ru/article/view?id=32064 (дата обращения: 16.08.2025).