



В настоящее время в России всё больше предприятий по производству сборного железобетона начали переходить на безопалубочную технологию непрерывного формования преднапряжённых железобетонных конструкций и изделий на длинномерных стендах. Достоинства данной технологии заключаются в отказе от применения дорогостоящих оборотных стальных форм, уменьшении удельных расходов цемента и металла, исключении пропарки изделий. Всё это позволяет снизить себестоимость продукции [1].
Перспективным направлением при использовании данной технологии является замена традиционных тяжёлых бетонов на мелкозернистые бетоны различного состава. В качестве мелкого заполнителя в таких бетонах могут применяться мелкофракционные отходы различных производств, в том числе и шлаки металлургической промышленности.
Актуальным вопросом, требующим дополнительных исследований, является применение в мелкозернистых бетонах отсева (фр. < 5 мм) шлакового щебня, который пока не нашёл широкого использования в строительной практике [2–4].
На Череповецком металлургическом комбинате накоплен значительный объём данного отсева, получаемого в процессе производства шлакового щебня и разделения его на фракции (5–20, 20–40, 40–70 и более). Примерный выход отсева составляет 0,2–0,3 м3 на 1 м3 щебня. Использование отсева крайне ограничено из-за отсутствия сертификатов и технологических регламентов.
Цель исследования – создание ресурсоэффективного мелкозернистого шлакобетона на отсеве шлакового щебня, обладающего универсальными теплозащитными и прочностными эксплуатационными характеристиками. Данный вид бетона предназначен для производства железобетонных изделий методом безопалубочного формования.
На первом этапе была сделана оценка фракционного состава и физико-химических характеристик в сравнении с традиционно выпускаемым шлаковым щебнем и гранулированным доменным шлаком (табл. 1, 2). Оценка показала, что данный материал соответствует требованиям ГОСТ 31424-2010 «Материалы строительные нерудные из отсевов дробления плотных горных пород при производстве щебня. Технические условия» и может быть рекомендован для применения в бетонах.
Таблица 1
Фракционный состав и основные характеристики отсева шлакового щебня
|
Остаток |
Остатки на ситах, % по массе |
Проход через сито с сеткой № 0,16, % по массе |
Модуль крупности |
Насыпная плотность, кг/м3 |
||||
|
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
||||
|
Частный |
20,18 |
13,58 |
20,64 |
20,93 |
14,45 |
9,08 |
2,73 |
1100–1300 |
|
Полный |
20,18 |
33,76 |
54,40 |
75,33 |
89,78 |
98,86 |
||
Таблица 2
Характеристики минеральных добавок
|
Показатели |
Тонкомолотая минеральная добавка |
|
|
Отсев шлакового щебня |
Гранулированный доменный шлак |
|
|
Удельная поверхность, м2/кг |
300–400 |
300–400 |
|
Модуль основности |
0,965 |
0,99 |
|
Модуль активности |
0,32 |
0,33 |
|
Силикатный модуль |
2,94 |
2,97 |
Для выработки рекомендаций по использованию отсева в бетонах было выбрано два направления:
1) в качестве минеральной тонкомолотой добавки как активного компонента по замене части вяжущего;
2) в качестве заполнителя для мелкозернистых конструкционных бетонов. При этом учитывался известный факт [2] – шлакосодежащие вяжущие обладают меньшим коэффициентом теплопроводности, чем другие виды цементов.
Исследование минеральной тонкомолотой добавки из отсева шлакового щебня
Оценка качества минеральной тонкомолотой добавки проводилась методом сравнения с добавкой, получаемой при помоле гранулированного доменного шлака. Экспериментальный анализ показал, что при помоле гранулированного шлака и отсева шлакового щебня до одинаковой удельной поверхности в лабораторной шаровой мельнице, время помола последнего на 35–40 % меньше (рис. 1), а следовательно, и меньше удельные энергетические затраты, которые ещё больше увеличиваются за счёт предварительной сушки гранулированного шлака.
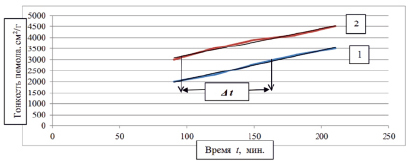
Рис. 1. Зависимость удельной поверхности компонентов шлаковой добавки от времени помола: 1 – гранулированный доменный шлак; 2 – отсев шлакового щебня
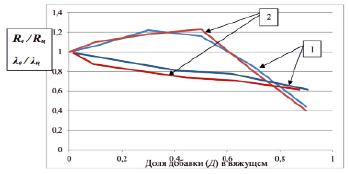
Рис. 2. Влияние доли шлаковой добавки на относительную активность и теплопроводность шлакоцементного вяжущего: 1 – гранулированный доменный шлак; 2 – отсев шлакового щебня
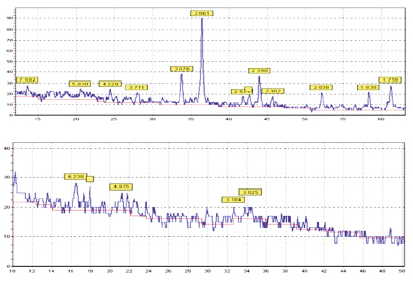
Рис. 3. Рентгенограммы образцов гранулированного шлака и отсева шлакового щебня производства ПАО «Северсталь»
Активность полученных шлаковых добавок проверялась на образцах цементно-шлакового вяжущего по ГОСТ 30744-2001 «Методы испытаний с использованием полифракционного песка». Использовался ЦЕМ I 42,5Н производства ПАО «Мордовцемент». Относительные показатели прочности и теплопроводности смешанных вяжущих (28 суток твердения в нормальных условиях) приведены на рис. 2. Установлено, что влияние шлаковых добавок на показатели активности и теплопроводность шлакоцементных вяжущих практически идентичны. При расходе добавок 35–40 % в общем объёме вяжущего наблюдается повышение активности на 15–20 %; теплопроводность вяжущего с увеличением доли добавки монотонно уменьшается. Аппроксимация полученных результатов выражается зависимостями (1, 2), отражающими тенденцию влияния шлаковых добавок на указанные свойства.
Rв = Rц [1 + 1,5Д(1 – 1,7Д)], (1)
λв = λц (1– 0,45Д). (2)
Известно [5], что активность минеральных добавок на основе доменных шлаков связана с их минеральным и фазовым составами. Наибольшей активностью обладают шлаковые добавки, содержащие 35–45 % кристаллической фазы. Учитывая, что гранулированный шлак имеет 90–95 % стеклофазы, было предложено формировать двухкомпонентную шихту для получения минеральной добавки, содержащей 60–70 % гранулированного шлака и 30–40 % отсева шлакового щебня, содержащего более 70 % кристаллической фазы (рис. 3). Данная рецептура шихты была рекомендована для промышленного изготовления добавки на мельницах типа роторно-вихревая и шаровая.
Механоактивация данной шихты создала условия формирования усредненного фазового состава, соответствующего требованиям повышенной активности и получения шлаковой добавки, содержащей в своём составе при заданной тонкости помола 350–400 м2/кг, порядка 20 % более грубых дисперсных частичек удельной поверхностью 250–300 м2/кг (остаток на сите 008), представляющих в основном граншлаковый компонент. В ходе исследования данной добавки были установлены рациональные пределы доли добавки в вяжущем, равные 0,4–0,5, при которых относительная активность шлакоцементного вяжущего увеличивалась на 15–20 %, относительная теплопроводность уменьшалась на 25–35 % в сравнении с исходным клинкерным вяжущим. Полученные результаты в определенной степени связаны с положительным влиянием дисперсности добавки. Наличие более грубых частичек способствовало повышению прочности вяжущего композита по принципу формирования структуры микробетона [6] и снижению теплопроводности затвердевшего вяжущего, связанного с содержанием в нём увеличенного количества стеклообразной составляющей.
Исследование мелкозернистого бетона на отсеве шлакового щебня
На этапе исследования бетонов рассматривался вариант мелкозернистого конструкционного шлакобетона для изготовления изделий методом безопалубочного формования, в котором в качестве заполнителя использовался отсев шлакового щебня, в качестве вяжущего – портландцемент марки ЦЕМ I 42,5Н ПАО «Мордовцемент» и полидисперсная тонкомолотая шлаковая добавка. Исследования проводились с привлечением математического метода планирования эксперимента. В качестве независимых переменных были выбраны: X1 – доля полифракционной добавки в вяжущем; X2 – доля молотого отсева шлакового щебня в полифракционной добавке. Уровни планирования эксперимента приведены в табл. 3. Расход комплексного вяжущего составлял 550 кг/м3, жёсткость бетонной смеси обеспечивалась в пределах 20–30 с. В качестве пластификатора использовалась добавка «Реламикс», расход 0,5 % от массы вяжущего.
Таблица 3
Значения интервалов варьирования факторов
|
Код |
Значение кода |
Значение факторов |
|
|
X1 |
X2 |
||
|
Основной уровень |
0 |
0,38 |
0,40 |
|
Интервал варьирования |
ΔXi |
0,05 |
0,10 |
|
Верхний уровень |
+ |
0,43 |
0,50 |
|
Нижний уровень |
– |
0,33 |
0,30 |
По результатам эксперимента рассчитаны уравнения регрессии в виде полиномов первой степени, выражающих зависимость прочности, плотности и теплопроводности мелкозернистого шлакобетона от исходных факторов после 28 суток нормального твердения, и построены графики, отображающие полученные зависимости (рис. 4).
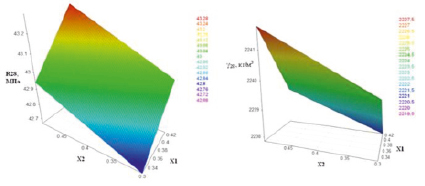
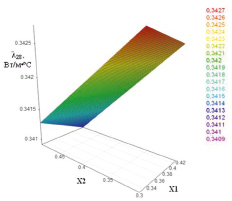
Рис. 4. Графики зависимости прочности, плотности и теплопроводности мелкозернистого шлакобетона от факторов X1 и X2
R28 = 41,25 +3,03•X1 + 1,03•X2 + 1,08•X1•X2, (3)
γ28 = 2240 – 10•X1 + 20•X2 – 30•X1•X2, (4)
λ28 = 0,345 – 0,005•Х2 – 0,0075• X1•X2. (5)
Анализ данных уравнений позволил установить рациональные значения области исходных факторов, близких к оптимальным, и рекомендовать составы мелкозернистых шлакобетонов с использованием полифракционного комплексного шлакосодержащего вяжущего для производства изделий методом безопалубочного формования. Сравнительные результаты испытаний бетонов приведены в табл. 4.
Таблица 4
Сравнительные результаты испытаний образцов мелкозернистых шлакобетонов
|
Состав бетона 1 м3 смеси |
γ28, кг/м3 |
R7, МПа |
R28, МПа |
Rпр, МПа |
Еб•103, МПа |
λ28, Вт/м• °С |
Kэф, кг/МПа |
|
Цемент – 550 кг/м3 Отсев – 1000 л/м3 В/В = 0,33 Реламикс – 22,1 л/м3 |
2250 |
34,5 |
43,1 |
41,2 |
28,9 |
0,435 |
12,76 |
|
Цемент – 300 кг/м3 Добавка – 250 кг/м3 Отсев – 1000 л/м3 В/В = 0,34 Реламикс – 16,6 л/м3 |
2230 |
33,4 |
43,3 |
40,2 |
26,8 |
0,343 |
6,93 |
Прогнозируемая экономия клинкерного вяжущего хорошо иллюстрируется через критерий эффективности Kэф, отражающий экономию цемента: Kэф = Ц/Rb, (Ц – расход цемента, кг/м3; Rb – прочность бетона, МПа). Согласно результатам испытаний, удельный расход цемента на единицу прочности в рекомендуемых составах мелкозернистого бетона составляет на 40–45 % меньше, чем в традиционных бетонах без тонкомолотой полифракционной шлаковой добавки.
Заключение
Практическая реализация результатов представленных исследований позволит организовать рациональное использование отсева шлакового щебня при производстве высокоэффективных минеральных тонкомолотых шлаковых добавок и конструкционных мелкозернистых шлакобетонов с относительно низкой теплопроводностью и удельным расходом цемента.