



Из рисунка следует, что по мере затупления лезвия начальная величина радиуса закругления ρ1 увеличивается до конечного значения ρ2.
Линейный показатель износа, измеряемый по биссектрисе угла заточки, находится из выражения
 (1)
(1)
Фактический размер обрабатываемой детали согласно приведенного рисунка увеличится на разность радиусов резания
Δh = R1 - R2
В виду того, что отрезок биссектрисы АС ничтожно мал в сравнении с радиусом фрезы R , то, следовательно, и разность R1 - R2 также мала. Поэтому для практических расчетов величину Dh вполне корректно находить из треугольника АВС, отождествляя Δh= АВ, т.е.
![]() (2)
(2)
Вторым фактором износа фрез по мнению авторов следует рассматривать износ в результате такой технологической операции как прифуговка. В современных литературных источниках [2] указывается, что при обработке древесины со скоростью подачи свыше 20 м/мин обязательна динамическая (при вращении инструмента с рабочей скоростью) прифуговка ножей с целью выравнивания их радиусов резания.
При этом образуемая на задней грани ножа фаска (обозначим ее буквой А) не должна превышать 0,3...0,5 мм для мягких и 0,5...0,7 мм для твердых пород.
Как известно, операция прифуговки выполняется не только для обеспечения высокой точности расположения лезвий на окружности резания, но также и с целью поддержания в работоспособном состоянии остроты лезвия.
В результате прифуговки начальный радиус окружности резания R2 уменьшается на некоторую величину Δ = R1 - R2 .
По данным кафедры станков и инструментов УГЛТУ [3] взаимозависимость между «глубиной» прифуговки D и размером образующейся фаски А находится из формулы
![]() (3)
(3)
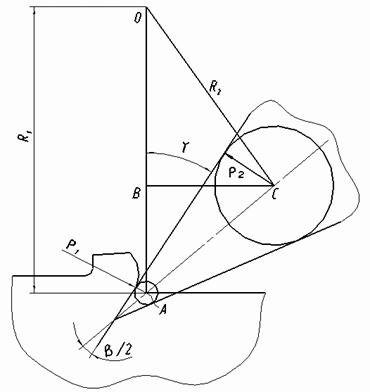
Рис. 1 Схема по определению влияния затупления лезвия фрезы на точность обрабатываемой детали
В итоге можно получить суммарное значение величины износа инструмента как по критерию затупления лезвия Δh , так и по критерию прифуговки Δ.
Рассмотрим конкретный пример по определению износа лезвия фрезы для следующих условий: исходный радиус резания R1 = 64 мм, начальная острота лезвия ρ1 = 5 мкм, конечная - ρ2 = 40 мкм, контурные углы резания γ = 300 , β = 400 ; предельная величина прифуговочной фаски А = 0,5 мм.
Решение: по формуле (1) находим значение отрезка АС = 102,3 мкм, по формуле (2) определяем величину Δh = АС cos(β/2 +γ)= 65,78 мкм
Из формулы (3) находим «глубину» прифуговки с учетом заданного параметра фаски А = 0,5 мм
![]() 0,230 мм = 230 мкм.
0,230 мм = 230 мкм.
Из анализа приведенных вычислений можно сделать вывод о том, что отдельно взятый параметр износа по критерию затупления лезвия не оказывает существенного влияния на точность обработки деталей из древесины, так как предельные отклонения размеров, как правило, больше ±100 мкм.
Однако, если учитывать совокупно два фактора: уменьшение радиуса резания вследствие затупления лезвий, а также вследствие операции прифуговки, то для сохранения точности деталей в заданных пределах поднастройка в системе станок-инструмент-деталь становится неизбежной.
Литература:
- Глебов И.Т., Неустроев Д.В.Справочник по резанию древесины- Екатеринбург: УГЛТА, 1999. -190 с.
- Амалицкий В.В., Амалицкий Вит.В. Оборудование отрасли. М.: ГОУ ВПО МГУЛ, 2005.- 588 с
- Сулинов В.И. О допустимой неточности сборных фрез перед операцией прифуговки. Сборник научных трудов ф-та МТД . Екатеринбург, 2005.