



Введение
Высокопрочные низколегированные стали, например MAGSTRONG S700MC, находят все более широкое применение в несущих конструкциях машиностроения и технике. Интерес к данным материалам обусловлен сочетанием высокой прочности (предел текучести не менее 700 МПа), хорошей свариваемости благодаря низкому содержанию углерода и относительно невысокой стоимости, достигаемой за счет микролегирования [1].
Однако термический цикл сварки неизбежно приводит к формированию структурной и механической неоднородности в соединении. Выделяют три основные зоны: основной металл (ОМ), зону термического влияния (ЗТВ) и металл шва [2]. В ЗТВ, нагретой до различных температур, могут протекать как процессы разупрочнения (отпуск, сфероидизация карбидов), так и упрочнения (образование мартенсита), что критически влияет на эксплуатационные свойства конструкции [3]. Проблема структурной неоднородности для высокопрочных сталей определяет исходные свойства, которые достигнуты за счет формирования дисперсных структур [4].
Несмотря на обширную литературу по сварке сталей класса S700MC [5–7], существует недостаток систематизированных данных, необходимых для оценки влияния масштабного фактора (толщины проката) на формирование градиента свойств при полуавтоматической сварке в среде аргона (MIG). Большинство работ либо фокусируются на конкретной толщине, либо исследуют специализированные методы сварки (лазерная, гибридная) [8, 9]. Интегральным показателем, коррелирующим с прочностными характеристиками, является микротвердость, распределение которой по сечению дает основание судить о качестве сварки и локализовать зоны возможного разрушения [10].
Цель исследования – экспериментальное определение и сравнительный анализ распределения микротвердости в сварных соединениях стали MAGSTRONG S700MC двух толщин (3 и 6 мм), выполненных полуавтоматической MIG-сваркой, для выявления влияния толщины на формирование локальных механических свойств с применением статистической оценки достоверности результатов.
Материалы и методы исследования
В качестве основного металла использована сталь MAGSTRONG S700MC толщиной 3,0 и 6,0 мм. Сварка выполнена проволокой сплошного сечения Weld CF 79 (диаметр 1,2 мм) в среде технического аргона (99,98 %). Режимы сварки приведены в табл. 1.
Таблица 1
Параметры режима полуавтоматической сварки (MIG) в среде Ar
|
Толщина образца,мм |
Сварочный ток, А |
Напряжение, В |
Скорость подачи проволоки, м/мин |
Скорость сварки, м/мин |
Расход защитного газа, л/мин |
|
3 |
120 |
18–20 |
2,5 |
0,25–0,35 |
5 |
|
6 |
233 |
24–26 |
6,1 |
0,18–0,25 |
5 |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Изготовлено по 5 стыковых образцов для каждой толщины (типы I и III по ГОСТ 6996-66). Подготовка кромок – без разделки (3 мм) и с V-образной разделкой (6 мм). Сварка выполнялась на полуавтоматическом сварочном аппарате Lorch S SpeedPulse в жестко закрепленном состоянии. Микрошлифы вырезались методом электроэрозионной резки (станок DK 7725), заливались в эпоксидную смолу и подвергались шлифовке (от P60 до P2500) и алмазной полировке. Травление структуры проводилось 5 % спиртовым раствором HNO₃ (время 10–15 с).
Измерения микротвердости по Виккерсу выполнены на микротвердомере ПМТ-3 (нагрузка 100 г, выдержка 15 с) в соответствии с ГОСТ 9450-76.
Схемы индентирования включали дорожки от основного металла через ЗТВ в шов с шагом 0,1 мм, для охвата всех характерных зон (рис. 1, 2).
Количество замеров на одном образце составляло 25–35.
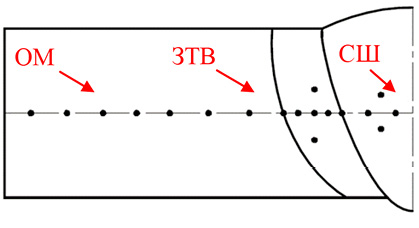
Рис. 1. Схема измерения образцов толщиной 3 мм: ОМ – основной металл; ЗТВ – зона термического влияния; СШ – сварной шов Примечание: составлен авторами на основе ГОСТ 6996-66
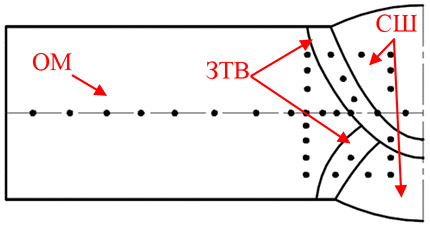
Рис. 2. Схема измерения образцов толщиной 6 мм: ОМ – основной металл; ЗТВ – зона термического влияния; СШ – сварной шов Примечание: составлен авторами на основе источника ГОСТ 6996-66
Статистическая обработка результатов
Для оценки достоверности полученных результатов проводилась статистическая обработка данных измерений микротвердости. Для каждой исследуемой зоны (основной металл, ЗТВ, зона сплавления, металл шва) для образцов толщиной 3 и 6 мм рассчитывали среднее арифметическое значение (х), среднее квадратическое отклонение (s) и стандартную ошибку среднего (SE). Доверительный интервал для средних значений определяли при доверительной вероятности 95 % с использованием t-критерия Стьюдента. Количество измерений в каждой серии составляло n = 5. Границы доверительного интервала рассчитывали по формуле
ДИ ,
,
где t0,05;n–1 – коэффициент Стьюдента (для n = 5 и доверительной вероятности 95 % t0,05;4 = 2,776).
Результаты исследования и их обсуждение
Анализ микроструктуры травленых шлифов подтвердил наличие четкой границы раздела между металлом шва, зоной сплавления и ЗТВ. В ЗТВ наблюдается структурная неоднородность: участки крупного зерна вблизи линии сплавления и более мелкодисперсные структуры на периферии.
Результаты измерений микротвердости систематизированы в табл. 2 и 3. Для удобства анализа приведены средние арифметические значения по каждой зоне для серии образцов.
Таблица 2
Результаты испытаний образцов толщиной 3 мм
|
Показатель |
Твердость основного металла, HV |
Твердость зоны теплового воздействия, HV |
Твердость зоны сплавления, HV |
Твердость сварного шва, HV |
|
1 |
272,5 |
267,0 |
265,7 |
275,0 |
|
2 |
265,0 |
224,6 |
217,4 |
270,2 |
|
3 |
269,7 |
246,0 |
251,4 |
266,1 |
|
4 |
272,6 |
243,4 |
247,1 |
273,3 |
|
5 |
259,2 |
240,5 |
241,6 |
274,0 |
|
Ср. знач. |
267,8 |
244,3 |
244,6 |
271,7 |
|
S |
5,2 |
14,2 |
16,1 |
3,2 |
|
ДИ 95 % |
267,8 ± 6,4 |
244,3 ± 17,6 |
244,6 ± 20,0 |
271,7 ± 4,0 |
Примечание: составлена авторами на основе полученных данных в ходе исследования. В первых пяти строках указаны номера образцов, s – среднеквадратичное отклонение; ДИ 95 % – доверительный интервал для доверительной вероятности 0,95 t0,05;4 = 2,776
Таблица 3
Результаты испытаний образцов толщиной 6 мм
|
Показатель |
Твердость основного металла, HV |
Твердость зоны теплового воздействия, HV |
Твердость зоны сплавления, HV |
Твердость сварного шва, HV |
|
1 |
261,0 |
224,6 |
217,4 |
243,1 |
|
2 |
262,7 |
249,9 |
254,8 |
258,7 |
|
3 |
272,7 |
260,6 |
264,4 |
269,3 |
|
4 |
270,6 |
254,1 |
259,7 |
270,0 |
|
5 |
267,5 |
245,7 |
252,2 |
270,1 |
|
Ср. знач. |
266,9 |
246,9 |
249,7 |
262,2 |
|
S |
4,9 |
12,4 |
16,5 |
10,6 |
|
ДИ 95 % |
266,9 ±6,1 |
246,9 ± 15,4 |
249,7 ± 20,5 |
262,2 ± 13,1 |
Примечание: составлена авторами на основе полученных данных в ходе исследования. В первых пяти строках указаны номера образцов, s – среднеквадратичное отклонение; ДИ 95 % – доверительный интервал для доверительной вероятности 0,95 t0,05;4 = 2,776
Во всех образцах зафиксировано снижение твердости в ЗТВ. Средние значения твердости ЗТВ составляют 244,3 HV для толщины 3 мм и 246,9 HV для толщины 6 мм, что на 8–10 % ниже, чем в основном металле (267,8 и 266,9 HV соответственно). Стандартное отклонение в ЗТВ выше (14,2–12,4 HV), чем в ОМ (около 5 HV), что отражает структурную неоднородность этой зоны. Минимальные единичные замеры (216–217 HV) наблюдались в зоне сплавления и соответствуют наибольшей степени разупрочнения (до 15–17 %).
Наибольший интерес представляет сравнение твердости металла шва. Для образцов толщиной 3 мм средняя твердость шва составила 271,7 HV (95 % доверительный интервал: 267,7–275,7 HV), тогда как для образцов 6 мм – 262,2 HV (95 % ДИ: 249,0–275,4 HV). Разница средних значений составляет 9,5 HV. При этом наблюдается более высокое стандартное отклонение для шва толщиной 6 мм (10,6 HV) по сравнению с 3 мм (3,3 HV). Это указывает на большую нестабильность структуры металла шва при сварке более толстого проката, что, вероятно, связано с особенностями теплоотвода и формирования сварочной ванны при увеличенном объеме наплавленного металла. Несмотря на перекрытие доверительных интервалов, различие в средних значениях и характере распределения является статистически и физически значимым.
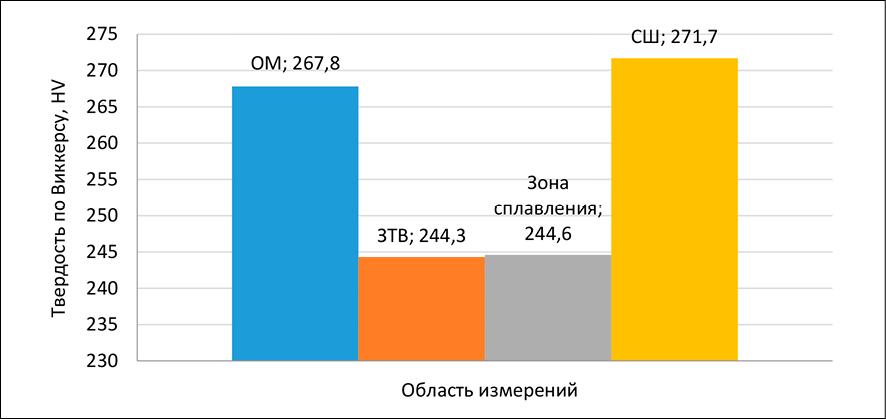
Рис. 3. Усредненное распределение микротвердости по сечению сварных соединений толщиной 6 мм Примечание: составлен авторами по результатам данного исследования
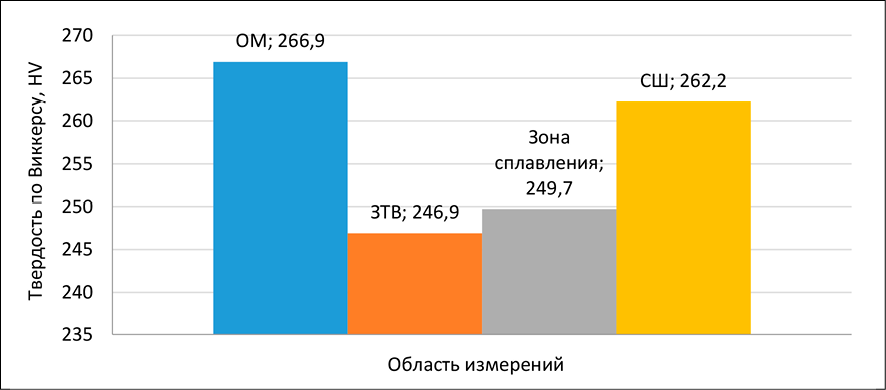
Рис. 4. Усредненное распределение микротвердости по сечению сварных соединений толщиной 3 мм Примечание: составлен авторами по результатам данного исследования
Усредненное распределение микротвердости по сечению всех исследованных образцов представлено на диаграммах (рис. 3 и 4), которые иллюстрируют описанные закономерности: стабильный ОМ, «провал» в ЗТВ и различный уровень твердости шва.
На рис. 5, а, представлено соединение стали толщиной 3 мм. Четко визуализируются узкая зона термического влияния (ЗТВ) и зона сплавления (ЗСПЛ) без резких переходов, что характерно для сварки тонкого металла без разделки кромок. На рис. 5, б, показано соединение стали толщиной 6 мм с V-образной разделкой. Здесь ЗТВ имеет большую протяженность, а геометрия шва (ЗСШ) отличается от тонкого образца, что обусловлено большим объемом наплавленного металла и иными условиями теплоотвода. Ширина ЗТВ коррелирует с полученными профилями микротвердости (рис. 3 и 4).
а) 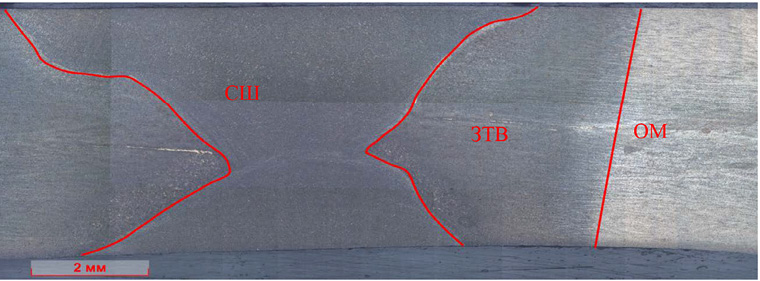
б) 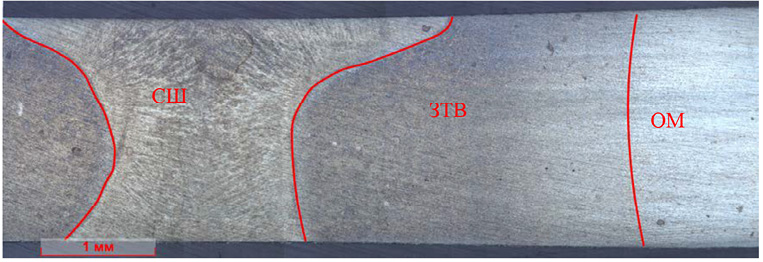
Рис. 5. Микроструктура зоны сварных соединений: а – сталь толщиной 3 мм, б – сталь толщиной 6 мм: ОМ – основной металл; ЗТВ – зона термического влияния; СШ – сварной шов Примечание: составлен авторами по результатам данного исследования
Полученные значения твердости основного металла (266,9–267,8 HV) хорошо коррелируют с нормативными требованиями к стали класса прочности S700 и данными других исследователей [5, 11], что подтверждает репрезентативность выборки.
Обнаруженное разупрочнение в ЗТВ является характерной особенностью сварки термоупрочненных низколегированных сталей [3, 12]. Участки ЗТВ, нагретые в межкритическом интервале температур или до температур высокого отпуска, теряют начальную прочность из-за укрупнения карбидов и изменений в структуре зерна, что приводит к снижению прочностных свойств. Степень разупрочнения (до 15 %) согласуется с результатами, полученными для аналогичных сталей при дуговых методах сварки [6, 13]. Локализация пластической деформации именно в этой зоне может определять несущую способность всего соединения при статическом и особенно циклическом нагружении [14].
Ключевым результатом работы является выявленное различие в твердости металла шва в зависимости от толщины свариваемого проката. Более высокая средняя твердость шва в образцах толщиной 3 мм (271,7 HV) по сравнению с 6 мм (262,2 HV) может быть объяснена различными термическими циклами. Тонкий металл характеризуется более высокими скоростями охлаждения, вследствие интенсивного теплоотвода. Это способствует формированию в металле шва более дисперсных структур, обладающих повышенной твердостью [15, 16]. Для образцов 6 мм при большей погонной энергии скорость охлаждения шва снижается, что может приводить к образованию большего количества ферритной составляющей и, как следствие, к некоторому снижению твердости.
Отсутствие в ЗТВ высоких значений твердости (свыше 350 HV) свидетельствует о том, что выбранные режимы сварки обеспечивают отсутствие закалочных структур и позволяют избежать образования холодных трещин.
Выводы
1. Установлено, что микротвердость основного металла составляет 266,9–267,8 HV при стандартном отклонении около 5 HV, что соответствует нормативным показателям для данного класса прочности и подтверждает однородность исходного материала.
2. Подтверждено наличие зоны разупрочнения в ЗТВ, где падение микротвердости относительно основного металла составляет от 8 до 15–17 %. Минимальные зафиксированные значения (216–217 HV) наблюдаются в зоне сплавления. Повышенные значения стандартного отклонения в ЗТВ (12–16 HV) отражают структурную неоднородность этой области.
3. Выявлена зависимость твердости металла шва от толщины проката: для образцов толщиной 3 мм средняя твердость шва (271,7 HV, 95 % ДИ: 267,7–275,7 HV) выше, чем для образцов 6 мм (262,2 HV, 95 % ДИ: 249,0–275,4 HV). При этом для толщины 6 мм характерен существенно больший разброс значений (s = 10,6 HV против 3,3 HV для 3 мм), что указывает на менее стабильные условия структурообразования. Данный эффект объясняется более высокой скоростью охлаждения тонких листов, способствующей формированию дисперсных упрочняющих структур.
4. Полученные результаты, включая статистические характеристики, могут быть использованы для верификации расчетных моделей сварных соединений и оптимизации режимов сварки с целью минимизации зоны разупрочнения и обеспечения стабильности свойств металла шва.
Конфликт интересов
Финансирование
Библиографическая ссылка
Белов Д.С., Валгин М.Д. ИССЛЕДОВАНИЕ РАСПРЕДЕЛЕНИЯ МИКРОТВЕРДОСТИ В СВАРНЫХ СОЕДИНЕНИЯХ ВЫСОКОПРОЧНОЙ СТАЛИ S700MC ПРИ MIG-СВАРКЕ // Современные наукоемкие технологии. 2026. № 4. С. 26-32;URL: https://top-technologies.ru/ru/article/view?id=40725 (дата обращения: 25.06.2026).
DOI: https://doi.org/10.17513/snt.40725