



Важной формой государственного контроля за измерительной техникой является государственная и ведомственная поверка и аттестация средств измерений, которая служит для установления их метрологической исправности. Государственная поверка осуществляется центрами стандартизации и метрологии. Приборы, с помощью которых проводятся научные исследования, должны поверяться в ЦСМ. На предприятиях очень много средств измерений (СИ), которые аттестуются и поверяются на месте своими метрологическими службами. Но для этого нужны специалисты, владеющие методикой проведения аттестации и ведомственной поверки. Поэтому при изучении в вузе дисциплин метрологического цикла, в частности дисциплин «Метрологическое обеспечение производства», «Управление качеством в машиностроении», «Технические измерения и приборы», вводятся лабораторные работы по проведению ведомственной поверки СИ, чтобы в процессе обучения студенты приобрели некоторые, хотя бы начальные, навыки. Проведение данной лабораторной работы можно рассматривать как деловую игру, приближенную к условиям производства. При вводном инструктаже студентам преподаватель объясняет, что проведенные ими исследования будут рассматриваться как результаты очередной ведомственной поверки или аттестации средств измерений, применяемых в учебном процессе, и обращает внимание на то, что все заполненные документы будут носить официальный внутривузовский характер. Перед каждым студентом ставится индивидуальная задача – провести ведомственную поверку приборов или контрольно-измерительных приспособлений (КИП) и заполнить соответствующие документы. Обычно эту работу выполняют студенты выпускных курсов.
Но перед внедрением таких конкретных лабораторных работ в учебный процесс необходимо провести организационную работу: подготовить рабочие образцы и эталоны, бланки отчетности и предварительно составить сводные метрологические карты приборов с указанием начальной предельной погрешности измерения. Кроме того, лаборатория взаимозаменяемости и метрологии ВоГУ приобрела ряд приборов для линейных измерений, в том числе измерительные скобы (изготовитель Легион Инпром, г. Нижний Новгород), у которых планируется заменить отсчетные устройства (индикаторные головки с ценой деления 0,01 мм) на более точные и надежные головки – миникаторы с ценой деления 0,002 мм и микаторы с ценой деления 0,001 мм. После установки новых головок приборы необходимо аттестовать, т.к. при замене отсчетного измерительного устройства погрешность измерения меняется.
При ведомственной поверке официально уполномоченным органом является служба метрологии предприятия или лицо, отвечающее за метрологическое обеспечение на предприятии (организации), в данном случае кафедра технологии машиностроения.
Ведомственная поверка – это периодическая поверка имеющихся приборов, проводимая по графику, утвержденному руководителем предприятия (кафедры).
Начальная погрешность измерения этих приборов известна и представлена в документах прибора или специальной карточке учета.
При ведомственной поверке заполняется карта наружного осмотра прибора, затем на основании экспериментальных данных определяется погрешность измерения. При необходимости могут определяться и другие метрологические характеристики. Метод определения зависит от типа проверяемого прибора. Довольно часто применяется метод непосредственного сличения с эталоном или эталонными приборами. Самым простым и надежным является метод многократных равноточных измерений для получения выборки. Объём выборки (n) устанавливается в зависимости от косвенных показателей точности прибора: цены деления и чувствительности, а также от трудоемкости измерений. Математическая обработка результатов измерений состоит из определения статистических характеристик и будет изложена далее.
Ведомственная аттестация обычно проводится для приборов после их ремонта, модернизации отдельных узлов или замены отсчетных устройств, т.е. в случаях, когда требуется определить погрешность измерения заново.
Аттестация проводится по статистическим характеристикам  , S, α0, τ0, полученным при обработке результатов эксперимента. Анализируется совпадение эмпирической кривой с теоретической кривой нормального распределения. В процессе аттестации следует установить и по возможности учесть или исключить систематические погрешности. Для сопоставления можно воспользоваться классификацией типовых эмпирических кривых распределения погрешностей, представленных в литературе [3, 4, 5]. Рекомендуется составлять паспорт аттестации установленной формы.
, S, α0, τ0, полученным при обработке результатов эксперимента. Анализируется совпадение эмпирической кривой с теоретической кривой нормального распределения. В процессе аттестации следует установить и по возможности учесть или исключить систематические погрешности. Для сопоставления можно воспользоваться классификацией типовых эмпирических кривых распределения погрешностей, представленных в литературе [3, 4, 5]. Рекомендуется составлять паспорт аттестации установленной формы.
При выполнении лабораторной работы студенты должны освоить последовательность операций при поверке и аттестации, провести измерения, сделать выводы о пригодности или непригодности прибора, инструмента или КИП к дальнейшей работе.
Самым главным метрологическим показателем при поверке и аттестации прибора является предельная погрешность измерения Δlim, значение которой для новых приборов дается в специальных справочниках, таблицах и технической литературе [3].
Величину Δlim необходимо знать, т.к. по ее значению выбираются оптимальные средства измерения [3], с учетом Δlim определяют действительные размеры и делают заключение о годности детали. С износом прибора величина предельной погрешности увеличивается, поэтому через определенные интервалы времени для каждого рабочего прибора проводится поверка с определением величины Δlim. Это должен усвоить каждый студент. При выполнении данной работы студенту вместе с прибором, паспортом прибора, эталоном и рабочим образцом выдается учебное пособие, в котором дана методика проведения поверки, и бланки заключения о годности прибора или извещения о его непригодности [4]. Лабораторная работа по проведению ведомственной поверки и аттестации прибора отлично вписывается в методику интерактивного обучения студентов – проведение деловых игр или обучение в сотрудничестве (исследовательская работа в группе как элемент деловой игры: на основании проведенных экспериментов и обработки данных делается заключение, заполняются «официальные» для вуза документы: свидетельство о поверке или извещение о непригодности к применению со всеми подписями и датами).
Студент определяет опытным путем погрешность измерения Δlim, сравнивает с существующими величинами и делает вывод. По результатам поверки в отдельных случаях прибор может быть переведен в низший класс (например: микрометр гладкий из I класса может быть переведен во II класс), или должна быть указана погрешность измерения, которая должна учитываться при дальнейшей эксплуатации прибора.
В лекционном курсе студенты изучают составляющие погрешности измерения и методику определения погрешности экспериментальным путем. Для определения Δlim и δ (допускаемая погрешность измерения) применяется стандартная методика определения статистических характеристик  , S, α0, τ0 по результатам математической обработки экспериментальной выборки.
, S, α0, τ0 по результатам математической обработки экспериментальной выборки.
При нормальном законе распределения допускаемая погрешность измерения δ принимается равной ±2S при доверительной вероятности 0,95; предельная погрешность измерения Δlim = ±3S, при доверительной вероятности 0,9973.
Величина S – это среднее выборочное квадратическое отклонение, является эмпирическим аналогом теоретического значения σ – среднего квадратического отклонения случайной величины.
Для уточнения закона распределения рекомендуется строить гистограмму, а также эмпирическую (практическую) кривую и теоретическую кривую в одном масштабе [4, 5].
Если полученная эмпирическая кривая значительно отличается от кривой нормального распределения, следует проверить степень близости эмпирического распределения построенной кривой, к теоретическому расчетным путем. Проверка необходима, чтобы быть уверенным в возможности использования вычисленного значения S – среднего выборочного квадратического значения для определения δ и Δlim. По простоте вычислений и точности результата лучшим методом проверки является проверка по критерию согласия А.Н. Колмогорова Р(λ) [2, 3, 4].
На рис. 1 показаны эмпирическая кривая распределения и кривая нормального распределения, выполненные в одном масштабе. Характеристики выборки при обработке данных:  S = 2,16 мкм; α0 = +0,134; τ0 = +0,21; n = 28; Мо = 21 мкм; nMo = 10. По характеру отклонения эмпирической кривой от кривой нормального распределения можно выявить доминирующие факторы, влияющие на величину погрешности измерения, и недостатки конструкции прибора в целом. Сравнение кривых, изображенных на рис. 1, с типовыми кривыми распределения погрешности [5] позволяет сделать вывод, что распределение погрешности измерений соответствует закону Гаусса, но имеется существенное смещение ветвей эмпирической кривой от ветвей теоретической кривой.
S = 2,16 мкм; α0 = +0,134; τ0 = +0,21; n = 28; Мо = 21 мкм; nMo = 10. По характеру отклонения эмпирической кривой от кривой нормального распределения можно выявить доминирующие факторы, влияющие на величину погрешности измерения, и недостатки конструкции прибора в целом. Сравнение кривых, изображенных на рис. 1, с типовыми кривыми распределения погрешности [5] позволяет сделать вывод, что распределение погрешности измерений соответствует закону Гаусса, но имеется существенное смещение ветвей эмпирической кривой от ветвей теоретической кривой.
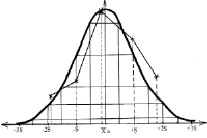
Рис. 1. Теоретическая и эмпирическая кривые, построенные в одном масштабе, при аттестации прибора – миникаторной скобы
Причинами этого смещения являются одностороннее действие зажимных механизмов и повышение давления на измерительный наконечник головки-миникатора (рис. 2).
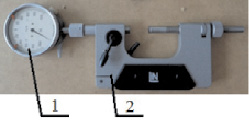
Рис. 2. Скоба миникаторная (полученная при установке головки миникатора 1 в корпус измерительной скобы 2)
Однак анализ характеристик выборки (таблица, позиция 8) позволяет сделать выводы:
1. Значение α0 и τ0 вписываются в интервалы оптимальных значений для закона нормального распределения, проверка по критерию согласия А.Н. Колмогорова не требуется.
2. Предельную погрешность измерения можно рассчитать как
Δlim = ±3S;
Δlim = ±3•2,16 = 6,48 = 6,5 мкм.
В данной статье представлены результаты проведения ведомственной поверки и аттестации приборов для измерения относительным контактным методом линейных размеров. В таблице представлены метрологические характеристики приборов и характеристики выборки, полученные в результате обработки экспериментальных данных.
Сводная таблица приборов прошедших ведомственную поверку по состоянию на 30 сентября 2016 года
|
№ п/п |
ТИП прибора и завод-изготовитель |
Номер |
Метрологические характеристики |
Характеристики выборки |
|||||||||
|
заводской инвентарный |
Пределы измерения, мм |
Диапазон показаний шкалы, мм |
Деление i, мм |
Цена деления С, мм |
Чувствительность |
Предельная погрешность измерения ±Δlim, мкм |
|
S |
α0 |
τ0 |
n |
||
|
1 |
Микрометр рычажный, ЧИЗ |
G 1084 |
0–25 |
±0,04 |
0,8 |
0,001 |
800 |
3–3,3 |
6,4 |
1,1 |
0,065 |
0,28 |
28 |
|
22–10 |
|||||||||||||
|
2 |
Микрометр рычажный, ЧИЗ |
G 02640 |
25–50 |
±0,07 |
1 |
0,001 |
1000 |
4,5 |
–3,2 |
1,5 |
0,42 |
0,26 |
20 |
|
151926 |
|||||||||||||
|
3 |
Скоба измерительная с головкой микатор, Нижний Новгород |
070594680 |
0–50 |
±0,05 |
1 |
0,001 |
1000 |
±3,5 |
–11 |
1,149 |
–0,43 |
0,39 |
28 |
|
21–12 |
|||||||||||||
|
4 |
Микрометр рычажный ММС f, Польша |
832646 |
0–25 |
±0,08 |
0,8 |
0,002 |
400 |
3 |
–4,1 |
0,95 |
0,29 |
0,3 |
20 |
|
– |
|||||||||||||
|
5 |
Микрометр рычажный МРП–50 ЛИЗ |
91050 |
25–50 |
±0,07 |
1 |
0,001 |
1000 |
6 |
11,2 |
1,98 |
0,2 |
0,18 |
20 |
|
115962 |
|||||||||||||
|
6 |
Скоба рычажная ММС f, Польша |
– |
25–50 |
±0,08 |
1 |
0,002 |
500 |
4,8 |
–3,7 |
1,6 |
0,28 |
0,28 |
20 |
|
115961 |
|||||||||||||
|
7 |
Скоба рычажная, ЛИЗ |
55–426 |
0–25 |
±0,08 |
1 |
0,002 |
500 |
5 |
1,65 |
1,78 |
0,49 |
0,25 |
20 |
|
– |
|||||||||||||
|
8 |
Скоба миникаторная, Нижний Новгород |
0705946752 |
0–50 |
±0,100 |
1 |
0,002 |
500 |
6,5 |
21,29 |
2, 16 |
0,134 |
0,21 |
28 |
|
2101 |
|||||||||||||
|
9 |
Скоба рычажная ММС f, Польша |
– |
0–25 |
±0,08 |
0,8 |
0,002 |
400 |
4,5 |
2,0 |
1,5 |
0,21 |
0,38 |
28 |
|
26997 |
|||||||||||||
|
10 |
Микрометр рычажный, ЛИЗ |
43000 |
0–25 |
±0,07 |
1 |
0,001 |
1000 |
3 |
–7,3 |
1,06 |
0,2 |
0,31 |
20 |
|
152052 |
|||||||||||||
|
11 |
Микрометр рычажный, SUHL/DDR |
И1041 |
0–25 |
±0,140 |
0,8 |
0,002 |
400 |
5,5 |
9,1 |
1,82 |
0,32 |
832646 |
20 |
|
152044 |
|||||||||||||
|
12 |
Микрометр рычажный, VIS, Польша MMCc |
832646 |
0–25 |
±0,02 |
0,8 |
0,002 |
400 |
6 |
–6 |
2,0 |
0,35 |
0,46 |
25 |
|
– |
|||||||||||||
|
13 |
Скоба индикаторная, Нижний Новгород |
070594673 |
0–50 |
0–10 |
1 |
0,01 |
100 |
16,5 |
–14 |
5,4 |
0,2 |
0,18 |
20 |
|
21–11 |
|||||||||||||


Поверку проводили студенты 4 курса под руководством преподавателя, имеющего специальное удостоверение гос. поверителя по данному типу приборов. Далее студентам было предложено провести анализ изменения погрешностей измерения приборов – скоб измерительных при замене головок (таблица, позиции 3, 8, 13). На скобу № 3 – была установлена головка пружинная – микатор, на скобу № 8 – головка миникатор, на скобу № 13 – головка индикатор часового типа. Все три скобы новые, до установки указанных измерительных головок не эксплуатировались. Результаты исследований по экспериментальному определению погрешностей позволяют сделать вывод о величине погрешностей измерения. При этом следует отметить, что самой надежной и простой в эксплуатации является головка миникатор. Поэтому скобе № 8 было дано название: скоба миникаторная.
На рис. 2 представлена скоба миникаторная, являющаяся фактически новым средством измерения.
В результате исследования следует, что предельная погрешность измерения при замене головки уменьшилась на 10 мкм, но главное, чтение отсчета по прибору стало проще. Студентами проанализированы все плюсы и минусы полученных средств измерений. Проведение такого анализа также является разновидностью интерактивных методов обучения. Этот метод носит название «прямой мозговой штурм». Полученные разные результаты сравниваются, проводится обсуждение, затем подводятся общие итоги и делаются выводы.
Таким образом, проведение лабораторных работ по ведомственной поверке и аттестации приборов по индивидуальным заданиям формирует у студентов способность мыслить и выдвигать свои идеи, а также тщательно и ответственно обрабатывать результаты эксперимента, зная, что они найдут практическое применение, а вуз, в свою очередь, приобретает помощников для проведения поверок приборов и оборудования, используемых в учебном процессе.
Библиографическая ссылка
Старостин А.В., Бриш В.Н., Осипов Ю.Р. ОРГАНИЗАЦИЯ ПОВЕРКИ И АТТЕСТАЦИИ ПРИБОРОВ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ В ЛАБОРАТОРИИ ВЗАИМОЗАМЕНЯЕМОСТИ И МЕТРОЛОГИИ ВОЛОГОДСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА (ВОГУ) // Современные наукоемкие технологии. – 2016. – № 12-2. – С. 274-278;URL: https://top-technologies.ru/ru/article/view?id=36434 (дата обращения: 19.04.2024).