



В процессе эксплуатации автомобиля его функциональные свойства постепенно ухудшаются вследствие изнашивания, коррозии, повреждения деталей, усталости материала, из которого они изготовлены. В автомобиле появляются различные неисправности, которые снижают эффективность его использования. Наиболее выгодным способом ремонта часто оказывается восстановление изношенных деталей. Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей примерно на 70 % сокращаются затраты, в том числе cредние затраты на материалы при изготовлении деталей составляют 38 %, а при восстановлении 6,6 %.
Для рулевых реек марки «Тойота» выпускаются ремкомплекты, срок службы которых не превышает 25 тыс. км. Кроме того, данные ремскомплекты являются дорогостоящими. В комплект поставки многих производителей не входят тыльник рулевых реек, что приводит к замене рулевых реек из-за незначительных повреждений механической части. Стоимлость новой рулевой рейки на российском рынке колеблется от 25000 до 40000 рублей для автомобиля «Тойота Королла» 2006 г. выпуска. Восстановление сломанных рулевых реек является одним из важных направлений деятельности ремонтных предприятий. Современное ремонтное производство располагает достаточно большим числом проверенных способов и средств восстановления, позволяющих возвратить работоспособность изношенным и поврежденным деталям.
Каждый автомобиль большую часть времени движется по прямой. Угол отклонения рулевого колеса от положения нормали находится в пределах 90о. Поэтому износ зубьев наблюдается только в средней части зубчатой рейки, равномерно убывая к крайним положениям. Износ зубьев рулевой рейки устраняется путем вдавливания. Вдавливание представляет собой одновременную осадку и раздачу (рисунок), так как деформирующая сила Р направлена под углом к направлению деформации [4].
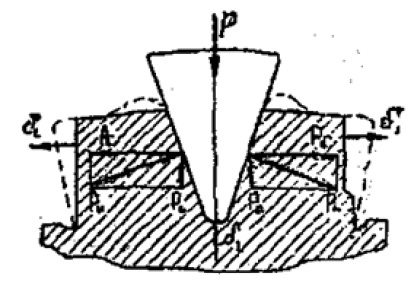
Схема деформации зуба при вдавливании
Вдавливанием ремонтируют изношенные боковые поверхности шлицев, шаровых пальцев, зубьев шестерен. При этом детали нагревают в специальных штампах. Вдавливание осуществляется роликами и клиньями противоположно требуемой деформации. Заметным преимуществом данного метода является сохранение поверхностного слоя металла в зоне контакта зубьев, а также отсутствие значительных деформаций, связанных с нагревом.
Для изготовления зубчатых реек используется материал SNC236 ( отечественный аналог сталь 40ХН). σт = 760 МПа [1-3].
Направление действующей силы Р при раздаче не совпадает с направлением деформации детали. Требуемое давление (МПа) рассчитывается по формуле
![]() ,
,
где σт – предел текучести материала детали, МПа; d и h – высота и длина детали, мм.
![]() МПа
МПа
При раздаче направление действующей силы Р совпадает с направлением деформации. После деформации наружный диаметр детали должен быть равен номинальному размеру с учётом припуска на механическую обработку. Давление при раздаче, МПа
![]() ,
,
где R и r – размеры восстанавливаемой детали, мм.
![]() МПа.
МПа.
Полученную в результате вдавливания канавку заплавляют. Наплавкой называют сварочный процесс, при котором подача наплавляемых материалов, перемещение сварочной дуги вдоль шва, подача защищающих и легирующих материалов в зону дуги механизированы. Основными преимуществами автоматической наплавки по сравнению с ручной являются: гарантированное получение покрытий высокого качества, стабильность технологического процесса, повышение производительности труда, невысокая требовательность к квалификации рабочих. Для восстановления рулевой рейки нами выбра наплавка в среде углекислого газа. Производительность этого вида наплавки ва 25...30 % выше, чем производительность наплавки под флюсом. При этоим отпадает необходимость удаления шлаковой корки, уменьшение зоны термического влияния позволяет восстанавливать детали малого диаметра (начиная с 10 мм). Качество наплавленного металла выше, чем при вибродуговой наплавке.
Прорведенный расчет позволил определить режимы обработки материалов для восстановления штока рулевой рейки.применения данного вида реимонта позволило сократить затраты в 5-8 раз в сравнении с покупкой нового узла.